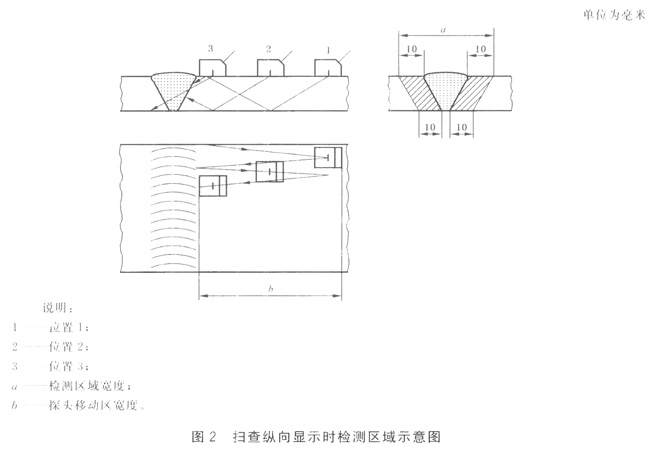
7 检测区域
检测区域(见图2)是指焊缝和焊缝两侧至少10mm宽母材或热影响区宽度(取二者较大值)的内部区域。
任何情况下,声束扫查应覆盖整个检测区域。如果声束不能覆盖整个检测区域,或者折射角不能满足6.3.2的要求时,检测双方应协商确定更换超声检测技术或者增加其他无损检测方法。如有可能,宜磨平焊缝余高。
可更换的超声检测技术,宜为双晶斜射波束检测,爬波检测或其他超声检测技术。可增加的无损检测方法,宜为渗透检测、磁粉检测和射线检测等方法,在选择附加的检测技术时,宜充分考虑焊缝类型和各种缺欠易出现的部位和走向。
8 探头移动区
探头移动区应足够宽,以保证声束能覆盖整个检测区域(见图2);增加探测面,比如在焊接接头双面而进行扫查,可缩短探头移动区宽度。
探头移动区表面应平滑,无焊接飞溅、铁屑、油垢及其他外部杂质,探头移动区表面的不平整度,不应引起探头和工件的接触间隙超过0.5mm。如果间隙超标,应修整探头移动区表面。当焊缝表面局部变形导致探头与焊缝的间隙大于1mm,可在受影响位置用其他角度探头进行补充扫查。如果该扫查能弥补未扫查到的检测区域,此局部变形是允许的。
探头移动区和声束反射面应允许无干扰的耦合剂和反射物。
9 母材检测
除非能证实(比如制造过程的预检)母材金属高衰减或缺欠的存在不影响横波检测,否则探头移动区(见图2)的母材金属应在焊前或焊后进行纵波检测。
存在缺欠的母材部位,应对其是否影响横渡检测效果进行评定。如有影响,渊整焊缝超声检测技术,严重影响声束覆盖整个检测区域时则应考虑更换其他检测方法(比如射线检测)。
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助