11 检测等级
焊接接头的质量要求,主要与材料、焊接工艺和服役状况有关。依据质量要求,本标准规定了四个检测等级(A、B、C和D级)。
从检测等级A到检测等级C,增加检测覆盖范围(如增加扫查次数和探头移动区等),提高缺欠检出率。检测等级D适用于特殊应用,在制定书面检测工艺规程时应考虑本标准的通用要求。通常,检测等级与焊缝质量等级有关(如GB/T l9418)。相应检测等级可由焊缝检测标准、产品标准或其他文件规定。
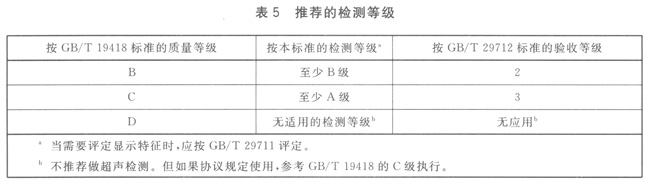
当规定使用ISO 17635时,表5给出了推荐的检测等级和验收等级。
针对各种接头类型,附录A给出了检测等级A到C的规定要求。附录A给出的各种接头类型仅是理想状态,实际的焊缝条件或可检性与附录A不完全一致时,应修改检测技术以满足本标准通用要求和检测等级规定要求。针对上述情况,应制定一份书面检测工艺规程。
12 检测技术
12.1 概述
应依据12.2~12.5要求进行超声检测。
12.2 手工扫查路径
在保持声束垂直焊缝作前后移动(见图2)的同时,探头还应作10°左右的转动。
12.3 与检测面垂直的缺欠检测
单一斜角检测技术很难检测与检测面垂直的近表面平面型缺欠。宜考虑采用特定的检测技术检测此类缺欠(尤其厚焊缝检测)。上述检测技术的使用应写入技术协议中。
12.4 显示位置
所有显示的位置,应参考一个坐标系定义,如图3所示。

应选择检测面的某一点作为测量原点。
当从多个面进行检测时,每个检测面都应确定参考点。在这种情况下,应当建立所有参考点之间的位置关系,以便所有显示的绝对位置可以从指定的参考点确定。
环形焊缝可在装配前确定内外圈的参考点。
12.5 显示评定
12.5.1概述
所有超过评定等级的相关显示应按12.5.2~12.5.4评定。
12.5.2最大回波幅度
应移动探头找到最大回波幅度,并记录相对于参考等级的幅度差值。
12.5.3显示长度
除非另有规定,纵向显示长度(z。)或横向显示长度(z。),应尽可能使用验收等级标准规定的技术测定。
12.5.4显示自身高度
仅在技术协议要求时,应测定显示自身高度。
12.5.5显示特征
如有规定,显示特征应符合GB/T 29711要求。
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助