摘要:土库曼斯坦阿姆河第一天然气处理厂集气装置在实际运行过程中存在气液分离器分离乳化油效果不明显、段塞流捕集器容量偏小、上游来液含较多乳化油严重影响下游凝析油稳定装置的平稳运行等问题,为避免类似问题的发生,有必要对即将投产的阿姆河第二天然气处理厂集气装置的工艺进行优化。从优化段塞流捕集器形式、增加分离缓冲设备和优化布局等因素综合考虑,采取了以下5项优化措施:①分别设置高低含硫天然气集气系统以满足下游酸气处理工艺要求;②采用新型高效段塞流捕集器提高气液分离效率;③增设缓冲沉降罐减小乳化油对下游装置的影响;④优化了设备平面布置增加操作舒适性;⑤完善安全放空系统,保证系统本质安全。优化后的集气装置能实现原料气气液高效分离、计量,对高低含硫系统硫化氢含量进行监测并对气量实现实时调配,确保了系统平稳高效可靠运行。
关键词:土库曼斯坦;阿姆河第二天然气处理厂;集气;段塞流捕集器;缓冲沉降罐;设备平面布置;紧急截断
土库曼斯坦巴格德雷合同区域A区的阿姆河第一天然气处理厂及内部集输系统已顺利投产,目前运行基本正常,但也存在上游来液不稳定、集气装置分离器效果不明显、段塞流捕集器容量偏小、直接影响下游凝析油稳定装置的平稳生产等问题。为避免类似问题同样出现在阿姆河第二天然气处理厂集气装置,有必要对集气装置的处理工艺进行优化,在确保集气装置安全平稳生产的同时,最大限度减小上游来液不稳定对下游处理装置的影响。
1 阿姆河第一天然气处理厂集气装置及存在的问题
阿姆河第一天然气处理厂集气装置接收巴格德雷合同区域A区3条集气干线的来气,正常工况下,进装置天然气均进入段塞流捕集器,再经汇气管分别去4台气液分离器除去天然气中的游离水及固体杂质,再输往下游的脱硫脱碳装置,每台气液分离器与下游4套脱硫脱碳装置一一对应。气液分离器排出的气田污水直接去凝析油稳定装置。当某一条集气干线清管作业时,另两条集气干线的天然气经段塞流捕集器旁通直接进入下游气液分离器进行分离。阿姆河第一天然气处理厂集气装置工艺原理框图如图1所示[1~6]。
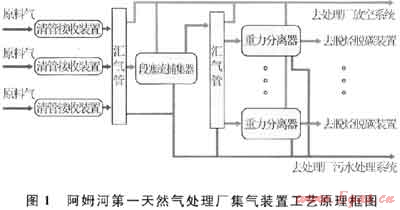
目前,该装置运行基本正常,但由于上游来气携带了较多的压井液等乳化油,导致气液分离器无法正常分离出乳化油,使得下游凝析油稳定装置三相分离器水中携带出较多的污油,影响了污水处理系统的正常运行,从而增加了凝析油的夹带损失。
2 阿姆河第二天然气处理厂集气装置工艺及要求
巴格德雷合同区域8区天然气的含硫量不尽相同,按土库曼斯坦当地的环保标准,当硫化氢含量高于0.3%(体积分数,下同)时天然气处理厂的酸气不能直接燃烧排放,需进行硫磺回收;当硫化氢含量低于0.1%时酸气可直接燃烧排放。因此,阿姆河第二天然气处理厂集气装置也应相应考虑设置两套既独立又相互联通的天然气处理系统。阿姆河第二天然气处理厂集气装置工艺原理框图如图2所示。
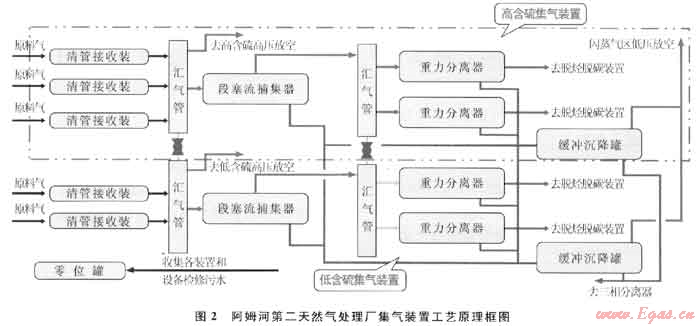
天然气通过内部集输系统气液混输进入集气装置的清管接收区,然后按照含硫量的不同由集气干线分别进入集气装置区的高、低含硫集气系统进行气液两相分离等工艺处理。在两套集气系统的联通汇气管上分别设置硫化氢含量监测仪,根据硫化氢含量实时调配集气系统的处理量。
集气干线来气在汇气管汇合后进入段塞流捕集器进行一级气液两相分离,气相通过汇气管汇合后进入气液分离器进行第二级气液两相分离,天然气去下游相应的脱硫脱碳装置。
一、二级分离器排出的液体汇合后一起进入缓冲沉降罐,经缓冲沉降罐初步稳定的油、水混合液输往下游凝析油稳定装置的三相分离器进行油、气、水三相分离处理。
当某条集气干线清管时,该集气干线来气进入段塞流捕集器进行一级气液两相分离,气相再进入卧式气液分离器进行第二级气液两相分离。其余不清管的集气干线来气由阀门切换直接进入段塞流捕集器下游卧式气液分离器进行气液两相分离。
该装置可实现如下主要功能[7~8]:
1) 接收集气干线来气,高、低含硫天然气由两套集气系统分别集气。
2) 对原料气进行气液两相分离。
3) 捕集集气干线气液混输来气的段塞流。
4) 检测高、低含硫天然气的H2S含量。
5) 调配高、低含硫两集气系统间的气量。
6) 集气干线智能清管。
7) 装置内及上、下游管线事故时对进、出装置的天然气进行紧急截断。
8) 天然气处理厂事故时,高、低含硫系统全厂紧急放空。
9) 集气干线事故时天然气放空。
10) 装置内ESD(紧急截断)紧急放空。
11) 检测各集气干线的内腐蚀情况。
12) 预留后期开发气田的干线接口。
3 阿姆河第二天然气处理厂集气装置工艺优化
阿姆河第一、二天然气处理厂集气装置工艺总体上一致,但第二天然气处理厂的集气装置较前者有较大优化,主要体现在以下5个方面。
3.1 设置两套独立的高、低含硫天然气处理系统
阿姆河第二天然气处理厂集气装置按原料气中硫化氢含量的高低,设置了两套既独立又联通的天然气处理系统,分别与天然气处理厂下游的酸气处理系统对应,最大限度地满足土库曼斯坦当地对环保的要求。
3.2 采用新型高效段塞流捕集器
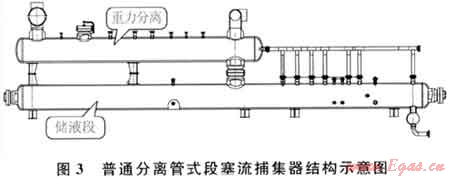
阿姆河第一天然气处理厂集气装置采用了普通分离管式段塞流捕集器,其结构如图3所示。此类捕集器的一级分离段在储液段之上,限制了其容积,导致气、液分离时间不充分,致使气中夹带较多的液体,使下游装置液量偏多,不能满足大流量气液混输段塞流捕集工况[7]。尤其是在管线清管作业时,易造成溢流的危险。
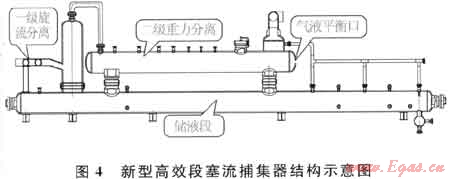
阿姆河第二天然气处理厂集气装置首次采用了新型高效旋流段塞流捕集器,其结构如图4所示。该装置在入口处设置有流量均分装置,通过结构对称方式保证流量均匀进入一级切线斜入式旋流分离段,并利用倾斜安装的斜入式引流管改变入口处的气液流动状态,形成不满流,使气液分层预分,提高旋流分离段的分离效果。一级切线斜入式旋流分离段的筒体直接与管式液相缓冲储存分离段连接,由于旋流分离段与液相缓冲储存分离段连接口的尺寸大,能够保证液体顺利进入储液段中。同时在管式液相缓冲储存分离段左上方设置有二级气相重力分离段,通过连通口与气液平衡口可使储液段与二级分离段形成尺寸更大的重力分离装置,增加了液相停留时间,能保证气液两相充分分离(该成果为中国石油集团工程设计有限责任公司西南分公司专利,专利号为201010227490.0)[8]。
3.3 增设缓冲沉降罐
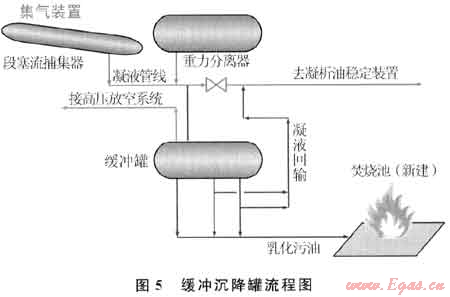
考虑到巴格德雷合同区域A区原料气中含有较多的压井液等乳化油,在阿姆河第二天然气处理厂集气装置中增设了缓冲沉降罐。缓冲沉降罐上设有取样口,如果分离器来液中出现悬浮物且缓冲罐不能有效沉降分离,油、水混合液可引至焚烧池焚烧,尽量避免悬浮物带至下游三相分离器影响油、水分离效果。同时在缓冲沉降罐进液管道上设有破乳剂注入口,当上游来液含有悬浮物时可注入破乳剂,以保证下游三相分离器的正常运行。缓冲沉降罐流程图如图5所示。
3.4 优化设备平面布置
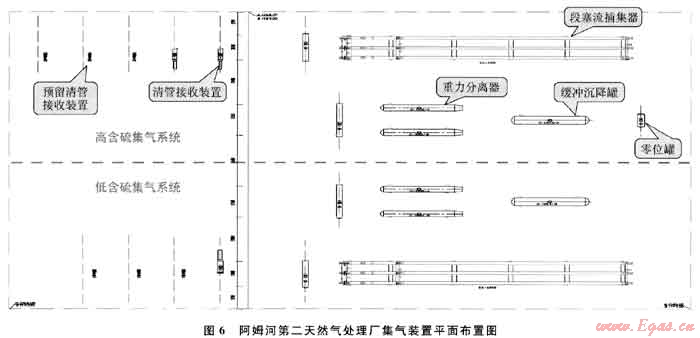
本着紧凑、美观、安全及有利于操作、检修的原则,阿姆河第二天然气处理厂的集气装置在设备平面布置方面较第一天然气处理厂集气装置作了很大改进,高、低含硫集气系统成两列对称布置,同类设备相对集中,管架长度短,装置区整齐、美观,预留操作空间。阿姆河第二天然气处理厂集气装置平面布置情况如图6所示。
3.5 完善系统安全放空
为了确保管道系统的安全运行,各集气干线进装置和出装置的总管上设有紧急截断阀(ESD),当装置内或干线发生事故时ESD迅速关闭、切断气源,以实现事故状态下干线与装置内工艺设施的快速隔离,提高了系统抗风险的能力。
进装置集气干线截断阀上游设有干线事故手动放空[9~11]。为方便设备的检修,装置内也设有多处手动放空。
为了保证装置内设施的安全,在高、低含硫两集气系统分别设有一套ESD紧急放空,该系统由气动球阀+限流孔板组成,当装置内发生重大事故时紧急截断进、出装置的阀门,ESD放空系统经人工确认后自动开启,泄压放空。采用限流孔板可控制放空流量,以限制紧急放空时的气体流速,减少管道的噪音和振动,保证下游管道的安全。
在段塞流捕集器及气液分离器的液位控制系统中,除液位控制阀外,设置有可靠性很高的液位紧急切断阀门,以防止分离器串气到下游凝析油稳定装置。
为保证检修安全,在工艺主管上的部分主要截断阀设置了8字盲板,防止检修时阀门关断后截断阀漏气导致天然气进入检修段。
4 结束语
通过优化集气装置设备平面布置、改变段塞流捕集器形式、增设缓冲沉降设施、进一步完善安全放空系统等一系列措施,对阿姆河第二天然气处理厂集气装置工艺进行了优化,减小了上游来液中含乳化油对下游处理装置的影响,增大了接收上游来液的设施容量,使得去往下游的液量更加平稳,确保了下游处理装置的安全平稳运行。同时,针对气田含硫量的不同,首次提出了在一个集气装置内分设高低含硫两套处理系统的技术思路,为类似同一区块含硫量有所不同的气田集气工艺提供了新的参考。
参考文献
[1] 王春瑶,刘颖.气田集输工艺的选择[J].天然气与石油,2006,24(5):25-27.
[2] 王正权,王瑶,高超,等.天然气脱硫装置适应性模拟计算[J].石油与天然气化工,2010,39(3):204-209.
[3] 中华人民共和国建设部,中华人民共和国国家质量监督检验检疫总局.GB 50350—2005油气集输设计规范[S].北京:中国计划出版社,2005.
[4] 宋德琦,苏建华,任启瑞,等.天然气输送与储存工程[M].北京:石油工业出版社,2004.
[5] 宋德琦,郭佳春.气田地面工程设计[M].北京:石油大学出版社,2010.
[6] 苏建华,许可方,宋德琦,等.天然气矿场集输与处理[M].北京:石油工业出版社,2004.
[7] 李玉星,刘红波,姜吴,等.管式液塞捕集器设计及性能测试研究[J].天然气工业,2009,29(12):71-74.
[8] 杨勇,宋德琦,向波,等.新型高效旋流段塞流捕集器:中国,201010227490.0[P].2010-10-20.
[9] 吴庆伦,李捷.高酸性气田井口安全控制系统设计分析[J]石油与天然气化工,2010,39(5):457-458.
[10] 田静,刘棋,苏广全.火灾泄压放空时限流孔板的实验论证[J].天然气与石油,2010,28(4):26-28.
[11] 余汉成,陈凤,杨文川,等.超量放空时放空立管工况分析与垂直反力计算[J].天然气与石油,2009,27(5):10-13.
(本文作者:苏欣1 刘有超2 秦璇3 郭佳春1 杨勇1 1.中国石油工程设计有限责任公司西南分公司;2.中国石油阿姆河天然气勘探开发(北京)有限公司;3.西南石油大学)
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
- 注解:本资料由会员及群友提供仅供阅读交流学习,不得用于商业用途!
