摘要:由于受海洋特殊地理环境、生产设施及投资成本等因素的制约,目前海上油气生产对燃气透平机烟气余热的回收利用还是一个空白。为此,针对海上平台淡水资源缺乏、平台空间有限的特点,结合中海石油有限公司湛江分公司崖城气田的工艺流程,在优选燃气透平烟气余热回收利用方案的基础上,提出了热油循环方法回收利用燃气透平机烟气余热的设计方案:拆除三甘醇再沸器的直燃式加热火管及其燃料气控制系统,在三甘醇再沸器里面安装热油盘管,在燃气透平机烟囱内部安装一个烟气/热油换热器,用于回收燃气透平机的烟气余热,将热油加热到245~300℃之间,建立一套热油循环系统,持续地将已加热的热油输送到热油盘管,加热三甘醇再沸器里的富液三甘醇。可行性及经济性分析表明:该方案需要改造和增加的设备少、体积小,平台空间占用少,改造工作量少,工程实施的技术难度不大,生产操作可靠性高,可行性强,初期投入资金(305.5万元)、生产操作及维修保养成本较低(35.1万元/a);每年可实现的节能减排量为1955.023t标准煤、可节约燃料气161×104m3,折合节约费用322万元,经济效益可观,节能减排效果明显,应用前景广阔。
关键词:节能减排;海上平台;燃气透平机烟气;余热;回收利用;三甘醇再沸器;热油循环;可行性;经济性
中海石油有限公司湛江分公司崖城气田(下称崖城气田)海上平台安装有若干台燃气透平动力机组,这些燃气透平动力机组所需要的燃料均来自气田自产的天然气,其动力强大,排出的烟气流量很大,温度约为500℃,能量利用率在20%~33%之间,大部分能量以热能的形式随着烟气直接排往大气。燃气透平机排放烟气中蕴藏的余热是一种高品质的热资源,其回收利用技术在国内外陆上石油石化生产领域已得到大力发展[1~4],但是在我国海域内,由于受海洋特殊地理环境、生产设施及投资成本等因素的制约,对燃气透平机烟气余热的利用还是一个空白。如果采取有效措施来回收这些热资源,以替代海上平台生产流程以及生活设施所需要的热源,不仅可以提高平台的能量利用率,降低能耗,还可以改善海上平台的生产和生活环境。
1 余热回收利用的方案选择
根据国内外能源生产企业的经验,通过增加回收烟气余热的设施可以使燃气透平机的能量利用率超过70%。大体上,国内外燃气透平机烟气余热的回收利用主要有以下4个方案:①安装废热锅炉,利用燃气透平机烟气余热生产高温过热水蒸气,供蒸汽轮机驱动其他动力设备或者发电设备等;②安装余热回收换热器,用于加热生产流程上的各种流体;③将高温的燃气透平机烟气作为锅炉或熔炉的燃烧空气来源(燃气透平机烟气中仍含有15%~18%的氧气);④将高温燃气透平机烟气直接输送到需要高温空气加热或干燥的生产流程上[5]。
以上4个方案均受不同应用场合具体条件的限制。气田在平台设计阶段已考虑足够的动力设备,不需要再添置,而且海上平台缺乏淡水资源,显然第1个方案不适用于海上气田;气田平台是安装在海上的钢结构综合体,为油气生产处理设备及生活后勤设施提供所需的场地空间,在设计、建造阶段就没有考虑配置大型的锅炉或者熔炉,第3个方案也不适用;第4个方案需要额外占用大量的空间,因平台空间有限,此余热回收利用方案也不适用;现阶段平台生产流程上的主要热源用户是2台直燃式三甘醇再沸器,改造方便,不受平台资源及空间限制,每台再沸器每天消耗燃料气约2300m3,2台再沸器年消耗燃料气161×104m3,该设备的节能潜力很大。因此,本文将重点探讨第2个燃气透平机烟气余热回收利用方案,安装余热回收换热器,利用高温燃气透平机烟气所加热的中间介质作为三甘醇再沸器的热源。
2 燃气透平机烟气余热回收利用的实施方案
2.1 技术思路
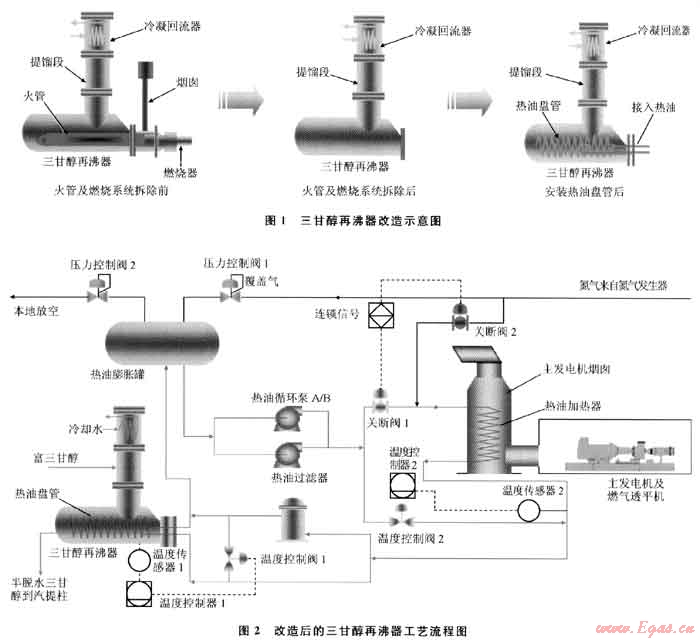
实现第2个燃气透平机烟气余热回收利用方案的技术思路是拆除三甘醇再沸器的直燃式加热火管及其燃料气控制系统,在三甘醇再沸器里面安装热油盘管,改造燃气透平机烟囱,在烟囱内部安装一个烟气/热油换热器(热油加热器),用于回收燃气透平机的烟气余热,将热油加热到245~300℃之间,建立一套热油循环系统,持续地将已加热的热油输送到热油盘管加热三甘醇再沸器里的富液三甘醇。三甘醇再沸器改造示意图如图1所示。
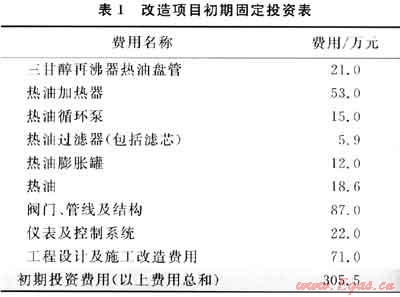
本文以燃气透平主发电机的烟气余热回收为例进行阐述,改造后的三甘醇再沸器工艺流程如图2所示。
2.2 热油的选择
在该方案中,热油循环系统用于提供三甘醇再沸器所需的热量,以满足三甘醇再生工艺所需的热负荷。该系统采用一种液态有机合成物(Thermion 59)作为传热介质油(俗称热油),与其他热油相比,它的使用成本较低,具有良好的流动性和热稳定性,在-60~300℃范围内有较长的使用寿命。
2.3 流程及设计说明
2.3.1三甘醇再沸器
改造后三甘醇再沸器所需的热量通过浸没在三甘醇液床中的热油盘管传递,热油盘管的热传递速率应与原有系统直燃式加热火管的热传递速率相当,设计值应为1.14×106kJ/h,以满足再生系统的热负荷。温度传感器1监控三甘醇再沸器的液床温度,温度控制器的温度设定点仍为180℃,保持与原有系统一致,通过调节温度控制阀1来控制三甘醇再沸器的温度(见图2)[6]。为了防止三甘醇的裂解,再沸器内三甘醇的温度不能超过190℃。
另外,因为再沸器加热的是三甘醇和烃类的混合溶液,而且温度很高,如果操作不当或是设备运行不正常,就会对人员和设备造成一定的危害,所以设计时需要考虑必要的安全控制手段,如三甘醇溶液的高温关断和三甘醇溶液的低液位关断。
2.3.2热油过滤器
在正常操作中,应保持一股流量适当的热油流经热油过滤器,以除去由于热油裂解所产生的固体杂质。通过对过滤器入口流量计的监控发现热油流量变低或在定期检查中发现过滤器有杂质堵塞时,就需要更换热油过滤器的滤芯。
为保证在连续生产下安全地更换过滤器滤芯,热油过滤器应设计在与三甘醇再沸器并行的管线上(见图2),而不应在三甘醇再沸器加热盘管入口管线上。该设计的最大优点是只需安装1个过滤器即可,减少了对平台空间的要求。
2.3.3热油膨胀罐
热油膨胀罐应选用卧式容器,以便于释放热油因温度升高所产生的膨胀量。生产操作人员通过观察热油膨胀罐的液位变化来随时监控热油的消耗量。当液位过低时,应及时补充热油以维持正常生产。
热油膨胀罐的覆盖气采用氮气发生器系统产生的氮气,用于稳定热油膨胀罐的压力,由2个自力式压力调节阀共同调节控制。压力调节阀1设定值为20kPa,当热油膨胀罐内压力低于20kPa时,压力调节阀1打开,将氮气补充到罐内;压力高于20kPa时,压力调节阀1闭合。压力调节阀2设定值为35kPa,当热油膨胀罐内压力超过35kPa时,压力调节阀2打开,把多余的压力释放到气田低压排放系统中;压力降低到35kPa时,压力调节阀2闭合[7]。
2.3.4热油循环泵
热油循环系统由2台(如A/B泵)电动机驱动离心泵和一些必要的控制元器件组成,一用一备,有利于连续不间断生产。热油循环泵的流量应能满足三甘醇再沸器所需的热量,其扬程的设计应满足从热油膨胀罐提升热油循环到透平烟气出口的换热管及三甘醇再沸器热油盘管的需求。在2台热油循环泵的出口应设计压力开关装置,当泵出口压力高于压力开关设定点时将触发热油系统的联锁关停。
目前气田使用的热油(Thermion 59)比热容为2.62kJ/(kg·℃),密度为971kg/m3,假设热油经透平烟气加热后工作温度为300℃,经三甘醇再沸器后温度降为190℃,那么三甘醇再沸器前后热油温差为110℃。前述三甘醇再沸器的热传递速率为1.14×106kJ/h,则每台再沸器需要的热油流量为4.07m3/h,2台再沸器需要的热油流量为8.14m3/h。由此可见,在热油泵设备选型时,采用流量较小、功率合适的离心泵即可。
2.3.5热油加热器
2.3.5.1 燃气透平机烟气排放的背压
燃气透平机烟囱的改造设计不能改变燃气透平机烟气排放的背压。经热油泵增压后的热油进入安装在燃气透平机烟囱里的热油加热器,自上而下流动,与燃气透平机排出的高温烟气进行逆流传热,充分吸收燃气透平机的烟气余热(见图2)。
在燃气透平机烟囱内安装热油加热器必然会导致烟囱有效横截面积(即烟气有效流通面积)减小,所以热油加热器的设计及燃气透平机烟囱的改造应使燃气透平机烟气排放的背压与改造前一致,使高温烟气能平稳地经过换热管段,不影响燃气透平机的正常工作。
排烟系统的背压由下式计算:
p=314LSQ2/A2.5
式中p为透平机排烟系统的背压,kPa;L为烟囱直管及弯头长度,m;S为透平机排烟系统背压随排烟绝对温度的变化关系;Q为排烟流量,m3/h;A为烟囱有效流通面积,m2。对于同一型号的燃气透平机来说,如果其运行参数S、Q不可以改变,那么烟囱长度(L)也不可以改变。
由上式可知,在安装热油换热器的同时,通过改造烟囱,相应地扩大烟囱内径,使改造前后烟囱的有效流通面积保持不变,就可以保证燃气透平机烟气排放的背压与改造之前一致。
2.3.5.2 热油温度控制
燃气透平主发电机在怠速运行时,烟气温度为480℃,热值(Hmin)约为2.55×107kJ/h;当其在满负荷运行时,烟气温度为530℃,热值约为3.15×107kJ/h。现阶段2台三甘醇再沸器所需最大热负荷(Qmax)仅为2.28×106kJ/h。
当燃气透平主发电机在怠速运行时,热油加热器的热量回收率(δ)只需超过8.94%[δ=(Qmax/Hmin)×100%],那么热油所吸收的烟气余热就完全可以满足三甘醇再生系统的热量需求。在换热器设计时可相应增大换热器的换热面积,留出足够的操作余量来满足未来系统扩展的需求和降低发电机负荷变化时对三甘醇再生热量需求的影响。
热油所携带的热量主要由温度控制器2按相应的设定值输出给温度控制阀2来实现控制。热油Thermion 59允许最高膜温为330℃,经加热后的热油温度应控制不高于300℃。如果热油温度控制系统失灵,在热油加热器里热油温度过高,热油就会发生裂解变质,因此在热油加热器出口还应设计温度开关装置,当温度过高时,触发热油系统的联锁关停。
2.3.5.3 热油系统保护连锁及氮气吹扫装置
当热油系统的联锁关停触发时,整个热油循环系统停止工作,会有一部分热油滞留在热油加热器里,此时燃气透平发电机是不会停止的,高温烟气还会源源不断地排出,不断加热滞留在热油加热器里的热油,这部分热油很快会由于温度过高而裂解。因此,需要采取必要的措施来避免这种情况出现。
在系统正常工作时,关断阀1是打开的,关断阀2是关闭的。当出现热油系统的联锁关停或生产关停时,设备保护系统会发出命令,关断阀1立即关闭,关断阀2立即打开。这时来自氮气发生器系统的低压氮气就会进入热油加热器,将热油吹扫干净。进入热油系统的氮气最终进入到热油膨胀罐,通过压力调节阀2释放到气田低压排放系统中。
3 可行性及经济性分析
3.1 可行性分析
实施该设计方案需要改造的设备主要有三甘醇再沸器和燃气透平机烟囱,需要增加的设备主要有热油膨胀罐1个、热油过滤器1个和热油循环泵2台。
燃气透平机生产商有完整的燃气透平机烟气余热回收利用系统供用户选择,也有很多厂家专业生产烟气余热回收成套设备,同时也可请专业厂家专门设计生产。因此,采购燃气透平机烟气余热回收利用系统和对其进行设备改造的难度都不大。
气田现场操作经验表明,在冷启动时,热油系统从启动至到达工作温度所需的时间短(1h左右),生产运行稳定、可靠,热油消耗量很低,维护成本较低。该方案需要改造和增加的设备简单,体积小,占用平台空间不多,改造工作量少,工程实施的技术难度不大,生产操作可靠性高,可行性强。
3.2 经济性分析
从前面的讨论中可以看到,该方案拆除原有三甘醇再沸器的直燃式加热火管及其燃料气控制系统,改为热油加热后,每年将节约燃料气161×104m3,每年可实现的节能减排量为1955.023t标准煤。按目前国内市场上天然气价格约为2元/m3计,每年将节约费用322万元。
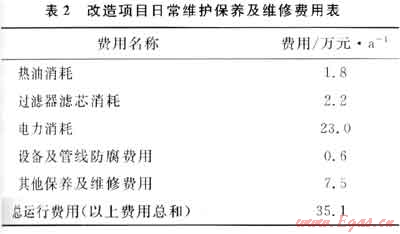
根据目前崖城气田使用的相关设备的市场价格,可以估算出整个改造项目的初期投资费用为305.5万元,改造项目初期固定投资列表见表1。
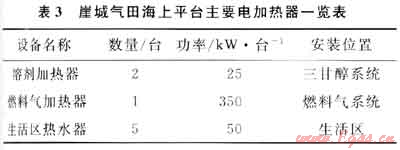
经改造后,整个系统的日常维护保养及维修均纳入气田生产设施制度化管理的范围内,按照目前气田相同设备的维修和维护成本估算,其费用支出为35.1万元/a,改造项目日常维护保养及维修费用列表见表2。
经改造后,在整个新系统节约费用及设备维护费用不变的前提下,项目初期投资的回收周期为1.06年,此后,每年可以为气田净节约费用286.9万元。
根据国家规定,热能工程项目的基准投资回收期一般为8~10年,小型项目一般为7年。相对于资金高投入的海上油气开发工程来说,投资回收周期少于2年是非常理想的[8]。
综上所述,实施该方案初期投入资金不高,生产操作及维护保养成本低,经济效益可观。
4 应用前景
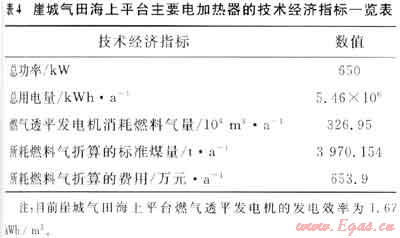
在崖城气田海上平台上,除了三甘醇再沸腾器以外,还有一些生产设备和生活设施是需要使用热源的,其主要电加热器一览表见表3。
假设以上热源用户均在满负荷状态下工作,总功率将达到650kW。这些主要电加热器的技术经济指标见表4。
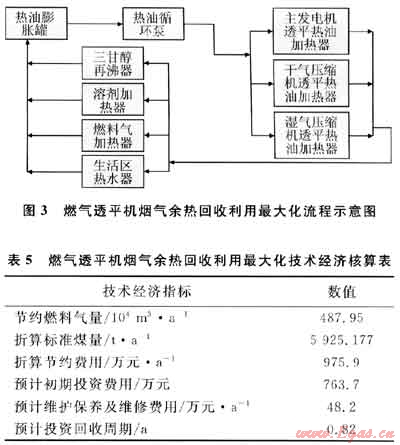
如果将这些热源用户全部改造成热油换热,并充分回收利用气田上其他所有燃气透平机得烟气余热,与本文2.3中涉及的热油循环系统连成一体,那么将实现燃气透平机烟气余热回收利用最大化,其流程如图3所示。其相应的技术经济核算见表5。这将会大量减少燃料气的消耗量,提高能源的利用率,节约气田开发生产成本,增加崖城气田的经济效益,应用前景广阔。
5 结束语
本文探讨的热油循环方法回收利用燃气透平机烟气余热的设计方案结构简单,技术可行,易于推广,经济效益好。不管是将本设计方案用于新建海上油气田还是用于改造已有的油气田设施,都将会极大地优化海上油气田的能源利用状况,有利于贯彻国家的节能减排战略,实现低碳、清洁生产。
参考文献
[1] 黄生琪,周菊华.我国节能减排的意义、现状及措施[J].节能技术,2008,26(2):13-17.
[2] 李宏伟.节能减排的意义、障碍及实施路径[J].中国党政干部论,2007,19(11):42-43.
[3] 孙贺江,由世俊,王书中.直燃机排烟热回收技术研究[J].天然气工业,2007,27(2):122-124.
[4] 戚学贵,谭晓勇,徐宏,等.伴热系统及外伴热管体系性能优化技术评述[J].天然气工业,2007,27(4):108-111.
[5] CAMPBELL J M,MADDOX R N.Gas conditioning and processing[M].6th edition.Norman,USA:Campbell Petroleum Series Inc.,1984.
[6] 深圳康百思技术服务公司.崖城13-1气田天然气处理培训手册[R].深圳:深圳康百思技术服务公司,2006.
[7] 孙优贤.锅炉设备的自动调节[M].北京:化学工业出版社,1982.
[8] 孙多斌,李纪峰,高进,等.余热回收吸收式制冷集中空调方案研究[J].节能,2001,8(6):6-8.
(本文作者:欧光尧 陈炽彬 江陵 中海石油(中国)有限公司湛江分公司)
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
- 注解:本资料由会员及群友提供仅供阅读交流学习,不得用于商业用途!
