摘 要:对于聚乙烯燃气管道热熔对接连接接头质量检验的翻边切除检验,依照规范规定的180°背弯试验方法进行检查,存在部分不合格翻边不能被检查出来的现象。针对此现象进行验证试验,提出了采用360°面弯拉伸的加强检查方案。
关键词:聚乙烯燃气管道; 热熔对接连接; 接头质量; 翻边背弯试验; 面弯拉伸试验
Discussion on Flanging Removal Test Method of Polyethylene Pipe Hot Melt Butt Joint
Abstract:The flanging removal test for polyethylene gas pipe hot meh butt joint quality inspection is examined in accordance with the 180° back bending test method specified in the code.and there are some unqualified flangings which can not be detected.The verification test for this phenomenon is performed,and the enhanced examination scheme of 360。face bending tensile test is put forward.
Keywords:polyethylene gas pipeline;hot melt butt joint;joint quality;flanging back bending test:face bending tensile test
1 概述
聚乙烯管道具有经济、耐腐蚀、耐老化、柔软性能及挠性良好、抵抗快速裂纹的能力良好等诸多的特性[1],已在城市中低压燃气管网中得到广泛的应用,并且在次高压燃气管网中也在尝试应用[2]。聚乙烯管道接头的施工质量,一直是我们关注的焦点。目前,直径大于90mm聚乙烯燃气管道敷设,接口形式主要采用热熔对接连接。热熔对接连接接头的焊接质量控制已在相应的规范给出了规定,热熔对接连接接头的内部质量尚无成熟可靠的检验方法,只能依靠对接头的翻边进行外观检验和翻边切除检验进行判断。在实际施工过程中,我们发现部分热熔对接连接接头的质量,依照规范规定的方法进行翻边切除检验合格,但进行送检试验却不合格的现象。本文就该问题进行论述并提出解决方案。
2 工程实例概况
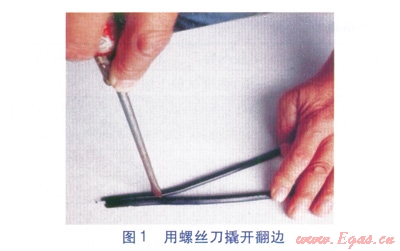
我单位于2012年敷设了一段DN 250mm聚乙烯燃气管道(SDR11 PE100),依照规范的规定对某热熔对接连接接头质量进行了检验,在翻边对称性检验和接头对正性检验均合格的前提下,对其进行了翻边切除检验,切削下来的翻边条外观检验合格,翻边背弯(每隔50mm进行180°背弯)试验时,亦未出现开裂、裂缝及熔合线裸露,该对接接头质量判定为合格。但偶然情况下,发现该检验合格的翻边,使用一字形螺丝刀可以在局部某一段沿熔合面撬开(见图1),而且分开的熔合面光滑平整,我们推断该接头质量不合格。于是,对所有已经完成的且检验合格的对接接头翻边进行了加强检查,包括一字形螺丝刀撬、最大限度的扭曲拉伸等,这样又找到了多个同类问题的翻边。由此,对规范规定的翻边切除检验方法能否有效证明热熔对接连接接头质量合格提出了疑问。
3 执行标准及相关规定
①燃气聚乙烯管道施工执行的标准为CJJ 63—2008《聚乙烯燃气管道工程技术规程》(以下简称《规程》)。
②《规程》5.2.4条第4款规定:翻边切除检验应使用专用工具,在不损伤管材和接头的情况下,切除外部的焊接翻边。翻边切除检验应符合下列要求:
a.翻边应是实心圆滑的,根部较宽;
b.翻边下侧不应有杂质、小孔、扭曲和损坏;
c.每隔50mm进行180°的背弯试验,不应有开裂、裂缝,接缝处不得露出熔合线。
③《规程》5.1.9条规定,当对热熔对接连接接头的焊接质量检查有争议时,应按表1规定进行评定检验。
4 试验验证
①验证方法
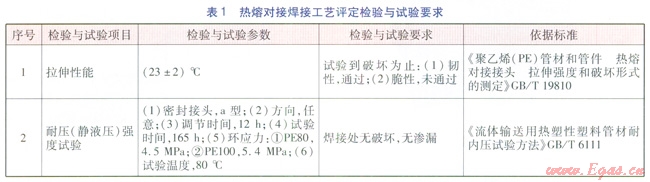
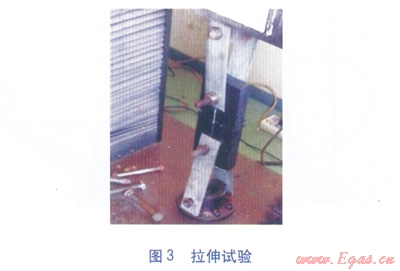
依据《规程》5.1.9条规定,每次试验需选择2个现场检查出来有疑问的接头,一个接头做耐压(静液压)强度试验(见图2),另一个接头选取翻边不合格段所对应的管段作取样件(图3中的黑色部分),做拉伸性能试验(见图3)。试验的方法及参数遵照表1的相关规定。其中耐压(静液压)强度试验时,因管道材质为PE100,所以环应力s取5.4MPa。管内试验压力按下式计算:
p=s[2d/(d-d)]
式中p——试验压力,Mpa
s——由试验压力引起的环应力,Mpa
d——测量得到的试样自由长度部分壁厚的最小值,mm
d——测量得到的试样平均外直径,mm

②验证内容及结果
针对2项工程,总计做了3批次试验,试验情况见表2。
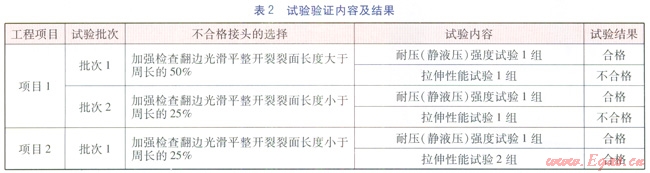
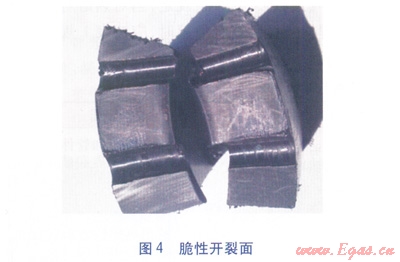
表2中,耐压(静液压)强度试验合格,即焊接处无破坏,无渗漏;拉伸性能试验不合格,指焊接接头破坏类型为脆性开裂(见图4);拉伸性能试验合格,则焊接接头破坏类型为韧性开裂(见图5)。

5 验证结果分析
①依照《规程》的规定对某个热熔对接连接接头进行质量检验,翻边对称性检验和接头对正性检验均合格,翻边切除检验时,翻边外观检验合格,翻边背弯试验也合格,但如果采用其他方法,使翻边在熔合面部位开裂,开裂断面是光滑平整的脆性开裂面,则该热熔对接连接接头在做拉伸试验时,开裂类型可能是脆性开裂,这个热熔对接连接接头质量可能是不合格的。
②《规程》给出的翻边背弯试验“每隔50mm进行180°的背弯试验,不应有开裂、裂缝,接缝处不得露出熔合线”的检验标准不够严格,需要进一步加强。
6 建议
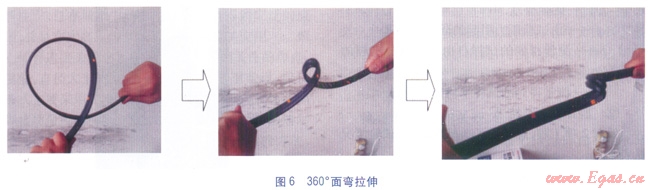
工程实践中,我们通过与材料制造及热熔连接设备厂家技术人员进行交流,发现采用360°的面弯并拉伸的方法(见图6),可以将有质量问题的翻边检验出来。这种方法在最后拉伸时会在熔合面上形成很大的剪切力,比180°背弯更有效。
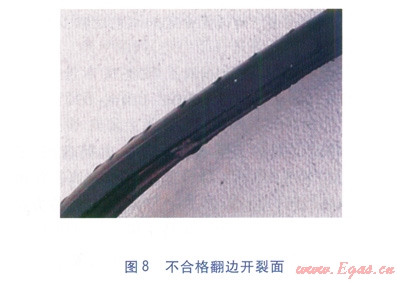
合格的判定:翻边不开裂,或者即使开裂,开裂面是韧性开裂面(见图7),判定为合格;翻边发生开裂,并且开裂面是光滑平整的脆性开裂面(见图8),判定为不合格。对于判定不合格的接头需割除接头重新焊接,如果不合格的数量较多,但翻边脆性开裂长度小于25%,则应该通过选取典型试件做拉伸性能试验来最终确定该类焊接接头是否合格。

大口径PE100聚乙烯管道热熔对接连接接头的焊接,即使采用全自动设备焊接,仍然可能出现不合格的接头,并且问题产生的原因相当复杂,甚至有些因素在施工过程中是很难克服的。尤其是材料本身是否对焊接质量有影响,影响有多大,很难通过某一个试验数据来进行判断。因此,工程实践中应加强现场检验,尤其是工程初期最好进行100%翻边切除检验,并且增加本文的检验方法,就可以进一步提高热熔对接连接接头的焊接质量控制水平。我单位已在工程实践中,增加了该种翻边检验方法,取得了很好的效果。
参考文献:
[1]韩黎清,恽惠德,方正.燃气用聚乙烯管道的应用[J].煤气与热力,2007,27(11):30-35.
[2]段武荣.聚乙烯管应用于0.6MPa次高压燃气管网的探讨[J].煤气与热力,2012,32(1):B22-B24.
本文作者:张伟 王淑范 王文化
作者单位:淄博绿能燃气工程有限公司
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
