摘 要:通过对国内常见品牌聚乙烯燃气管道用电熔焊机的性能检测结果的分析,从焊接性能、环境温度补偿功能与监控性能及焊口信息记录情况等方面,简述了目前国内电熔焊机的技术现状,指出了低于国家标准要求的常见问题以及导致的原因,提出了提高焊机技术水平的措施。
关键词:聚乙烯管道 电熔焊机 技术现状
Analysis of the Technology Status of Electro-fusion Welding Machines for Polyethylene Pipes
Abstract:Thrmlgh the analysis of the inspection results of common domestic brands of eleetro-fusion machines of polyethylene pipes for gas supply,the current technology situation of electro-fusion machines was introduced briefly from their welding performance,function of ambient temperature compensation and monitor performance and welted joint infornlation recorded.And the common problems and their reasons were Dointed out that they were not able to meet the national standards,and measures to improve their technique level were also proposed.
Keywords:Polyethylene Pipe Electro-fusion Machine Technology Status
电熔焊接是一种方便且有效的连接聚乙烯(PE)燃气管道的方式,而电熔焊机是完成该方式的专用设备,近20年来,在PE管道安装和维护中得到了广泛的应用。随着电熔焊机的广泛应用和自动化程度提高,电熔焊机技术得到了较大的发展[1-3]。但与热熔焊机一样,电熔焊机作为一类装配PE压力管道的设备,其技术和管理仍存在一定的不足[4]。一方面,国内的电熔焊机没有进行强制性的型式检验和第三方性能检验,这不可避免地导致有关技术参数与国家标准[5]的要求存在差异;另一方面,电熔焊机的使用状况与燃气工程公司以及施工方的管理水平有关,但不同单位的管理水平的差异是很明显的。
尽管电熔焊接技术在国内外被普遍认为是一种可靠的连接方式,但其焊接质量直接与焊机的质量水平相关[6-7]。2011年底以来,根据广州燃气管道安装质量管理的需求,我院首次在国内开展了PE管道焊机的第三方性能检验,共计完成了60多台次电熔焊机的性能检验,焊机品牌共计10个。依据国家标准[5]和相关的安全技术规范[8]的要求,检测项目主要是影响焊接电压和焊接时间有关的指标。检测结果表明,不同品牌焊机的性能差异很大,有的焊机质量与标准要求存在明显的差距。
因此,为了促进焊机技术的发展和焊接质量的提高,有必要对目前国内电熔焊机技术状况进行调查和分析。本文通过汇总和分析不同品牌电熔焊机的检测结果,探讨了常见电熔焊机的焊接质量水平和焊口信息记录情况的技术现状和影响因素以及提高焊机技术水平的途径和措施。
1 电熔焊机的技术现状
1.1 焊接性能
电熔焊机的焊接性能主要是对输出能量的控制。对于常用的电压控制型电熔焊机,需要控制的主要焊接工艺参数包括输出电压和熔接时间。
一方面,表1列出了常用的电熔焊机的输入电压、输出电压、熔接时间和冷却时间等技术参数的状况。从表l中可看出,尽管有些焊机的输入电压满足标准要求,但在技术资料中标称的范同比国家标准要求的小,这可能与厂家缺乏完备的性能测试和还未严格执行国家标准有关。实际输出电压一般可通过电子元件的调节来调整,但检测结果发现,不少焊机的输出电压出现明显偏高或偏低的现象,这表明电熔焊机使用一段时间后需要进行定期检测和校准;对于单电压型焊机,其输出电压设置为39.5V,而不能随电熔管件的焊接电压而变化,因而这类焊机只适合于焊接电压为39.5V的管件。
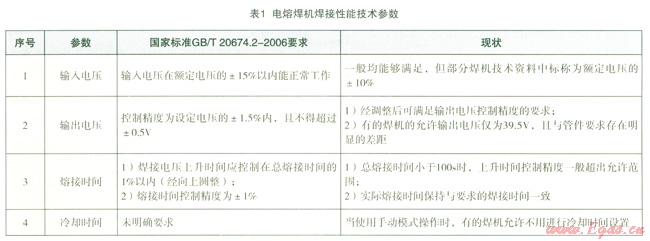
国家标准规定,焊接电压上升时间应控制在总熔接时间的l%以内。但检测中发现,不少焊机当总熔接时间小于100s时,焊接电压上升时间一般在1s~2s之间,这是与标准要求存在差异。由于标准中没有明确规定冷却时间的控制,有些焊机在手动模式时,缺乏冷却时间设置功能,这既不符合焊接工岂规范,又给电熔焊接质量留下一定的安全隐患。
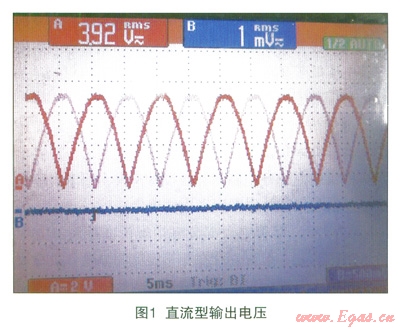
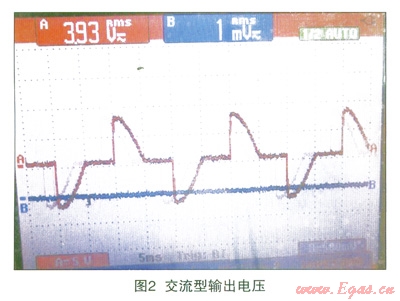
如图l和图2所示,不同品牌的焊机的输出电压的波形类型不同。有些焊机的输出电压以直流型为主,有些以交流型为主。尽管不同波形的输出电压值均为真有效值,但是据不少施工单位反映,焊接同一批管件时,不同品牌焊机的焊接效果存在较大的差异。这可能与焊机的输出电压的波形类型或与其他参数共同的影响。
另一方面,电熔焊机的输出电压受输出连接线、连接接头及转换接头较大的影响。输出连接线的线径较小或长度过长时,可能导致输出电压偏低;连接接头和转换接头的接触电阻过大很容易导致实际输出电压过低,尤其是使用质量较差的转换接头时,实际输出电压明显偏小,这也表明容易导致加载管件的实际焊接电压低于显示值。
1.2 环境温度补偿功能
电熔焊机的焊接能量补偿主要是对环境温度补偿。在标准中规定了环境温度测量精度要求,并要求焊机提供相应的环境温度补偿技术文件,但未对环境温度补偿方式和补偿精度做出明确规定。
一方面,尽管绝大部分电熔焊机在控制器上配置了测量装置,但普遍存在测量温度明显受到机身发热的影响,其原因主要是测量装置直接安装在控制器上。在检测中发现,许多焊机工作半小时以上后,很容易超出标准规定的允许范围(允许偏差不超过±1℃),有的甚至温度变化幅度超过5℃。因此,温度测量装置的位置和测量精度还需要厂家进行进一步研究和改进。
另一方面,不同焊机设置的补偿方式存在差异。由于标准未对环境温度补偿功能做出具体规定,当使用手动模式时,有些焊机设置有补偿功能但各有差异,有些则未设置补偿功能。因此,此种情况下,电熔焊机是否应具有环境温度补偿功能,以及如何对应管件的补偿要求仍需要进一步探讨。当使用自动模式时,即在扫描读取管件的条码,电熔焊机可根据温度变化程度,按照条码要求进行增加和减少熔接时间。但是,电熔焊机的补偿参准温度设置存在差异,大部分焊机设置为20%,小部分设置为23℃。尽管在相同的焊接环境下,焊接相同的管件与管材时,由于不同焊机判别的环境温度变化差存在差异,其实际熔接时间是存在人为差异的,尤其是对于管径较大或要求的熔接时间较长时更加明显。
1.3 监控性能
监控输出回路的通断、测量管件的电阻值和确认输入数据等功能是国家标准对电熔焊机明确规定的监控性能,但从检查结果来看,各焊机对此性能的实现方式差异明显,且部分品牌焊机缺乏相应的功能。
其一,检查结果发现,绝大部分焊机均具有在焊接前和焊接过程中对输出回路通断的监控功能。
其二,各品牌焊机对连接管件电阻测量功能存在明显的差异。一方面,表2汇总了常见品牌焊机焊接前屏幕显示连接管件电阻测量值的情况。可以看出,有砦品牌焊机在焊接前不显示或不直接显示,这是不满足国家标准的要求。另一方面,当电熔管件电阻值较小时,大部分电熔焊机的电阻测量偏差超出标准规定的测量偏差允许范同。检测中发现,某个焊机在连接2W管件时,焊接前屏幕显示测量电阻值为60W。这既与焊机的电阻测量精度有关,又与连接接头的接触电阻有关。
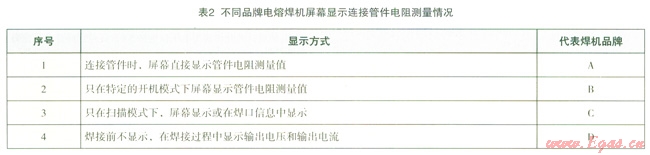
其三,不同电熔焊机对输入数据确认功能也存在较大的差异。对于采用条码等自动输入参数焊接时,虽然标准允许由操作员或焊机完成数据确认功能,但是从实际情况来看:不少焊机很难或者无法实现该功能。一方面,如表2所示,有些品牌焊机在焊接前不显示连接管电阻测量值,如果焊机不具有自动确认功能,则是无法实现的。检测中发现,某些焊机连接管件电阻值与输入值相差较大时(3W以上),仍允许焊接。甚至某些焊机连接电阻值大于200W电阻时,仍允许焊机工作,这是明显低于国家标准要求,且具有较大的安全隐患的。另一方面,有些单电压型电熔焊机缺乏对输入的焊接电压进行确认。检测中发现,读取焊接电压为35V或42V的条码时,有些焊机仍输出电压为39.5V。因此,既要从标准上提高对焊机的技术要求,焊机厂家又要认识管件识别的重要性。
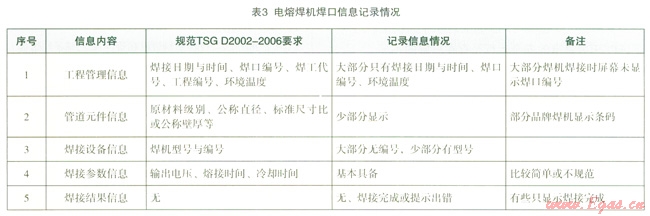
1.4 焊口信息记录
在焊口信息记录方面,各品牌电熔焊机都具有数据检索存储功能,配置相应的输出接口(数据下载或打印接口),存储容量高于标准和规范要求(不少于250个)。但是,与全自动热熔焊机一样存在信息不规范或不全的问题。对于具有可追溯性的焊口信息来说,应至少包括工程管理、管道元件信息、焊接设备信息、焊接参数信息和焊接结果信息等5个方面。如表3所示,不少焊机记录的焊口信息过于简单和不规范。这既与目前相关标准和规范对此要求不够具体有关,又与对焊口信息对焊接工程管理重要性认识不足有关。
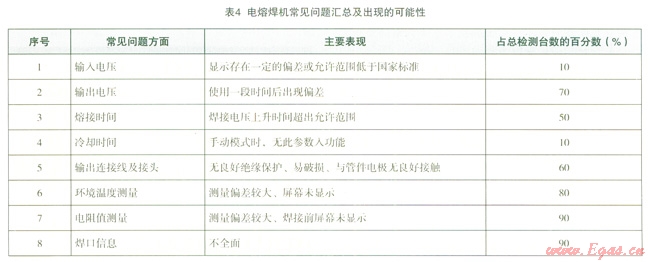
1.5 常见问题汇总
表4汇总了检测过程中发现的常见问题以及占总检测台数的百分数。其中常见的直接影响焊接质量的问题主要是输出电压和环境温度测量,而电阻值测量与焊口信息两方面是电熔焊机普遍存在的问题。这应引起焊机厂家与焊接质量管理部门的重视。
2 影响焊机技术原因分析和提高措施
2.1 原因分析
目前电熔焊机存在不少的质量问题,这与目前的国家标准、焊机厂家和检测及管理状况密切相关。
其一,电熔焊机的国家标准对焊接性能的输出电压和熔接时间作了明确的要求,但是对能量补偿和冷却时间控制等方面并未做出具体的要求,从而存在部分品牌焊机缺乏此功能或不一致,进而影响焊接质量。还有,相关规范对焊机的技术要求相对滞后。
其二,有些焊机厂家缺乏严格按照标准要求进行产品制造和出厂检验。
其三,目前我国对燃气用PE管焊接设备的管理状况不够理想。一方面,国家没有进行强制性的型式检验和第二三方性能检验,因而焊机的质量水平主要由厂家的自觉控制程度来保证,但是从实际检验结果可看出,目前不少的焊机厂家的质量与标准要求存在不少的差距;另一方面,焊机使用过程中工作状况的管理主要由燃气工程公司的质量管理水平来决定,这对保证PE压力管道的安全运行是存在一定的不足。
因此,广州地区使用的焊机存在各种各样的质量问题,很明显地,在其他城市使用的焊机也同样存在这些问题。
2.2 提高措施
各焊机厂家为使焊机满足国家标准要求与使用者的需求,积极对焊机进行技术改造并研发新产品,着重于提高对焊接参数控制精度和安全性能。不少焊机厂家联系检验检测机构进行焊机性能检验或型式检验,这是对焊机技术水平提高有利的。因此,焊机厂家应立足于现有技术,以提高技术水平为最高要求,达到并超越国家标准要求。
各大燃气工程单位是目前直接管理和控制城市PE燃气管道焊接质量的环节。因此,进一步加强对施工方使用焊机进行管理和监督是不可或缺的,对明显不满足标准要求和不符合施工规范要求的焊机进行监督管理是必要的。
另外,建议国家相关部门和机构逐步在国内全面开展焊机的质量监督管理和强制性型式检验及第三方的性能检验,并加强监督管理,并对相关标准进一步完善。
3 结语
目前不同电熔焊机的质量水平存在较大的差异,其中不少焊机明显低于国家和相关规范的要求。因此,有必要加强国家标准的执行力度和焊机质量管理,更好地促进焊机厂家改进焊机技术和提高焊机质量。
参考文献
1李分秋.新型智能电熔焊机控制系统没计[D].浙江大学.2006
2金晓军,霍立兴,张玉凤.微机控制的聚乙烯管道电熔焊机设计[J].焊接,2002;09:12-15
3李萍,刘国忠,李运辉.聚乙烯管道电熔焊接机设计[J].微计算机信息,2008;23:119-120
4吴文栋,李茂东,林金梅.聚乙烯管道热熔焊机质量现状与发展分析[J]城市燃气,2013;05:4-7
5GB/T 20674.2-2006塑料管材和管件聚乙烯系统熔接设备第2部分电熔连接[S]
6戴劲松.燃气PE管道施工工程质量控制体系[J].上海煤气,2013;02:4-7
7罗艺,姜稳庄.聚乙烯燃气管道接口的质量控制体系[J].城市燃气,2004;ll:3-6
8国家质检总局.TSG D002—2006燃气用聚乙烯管道焊接技术规则[S]
本文作者:吴文栋 林金梅 涂欣 笪箐
作者单位:广州市特种承压设备检测研究院
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
