摘 要:文章介绍了PE管道质量、工程建设相关标准,列举了两种PE管带压开孔封堵设备,论述了电熔连接相关问题,提出了对PE管带压开孔与封堵技术推广的建议。
关键词:带压开孔 封堵 PE管
1 PE管道相关标准
针对聚乙烯混配料,《供应气态燃料的埋设式聚乙烯管—公制系列—规范》(ISO4437—2007)与《燃气用埋地聚乙烯(PE)管道系统-第1部分:管材》(GB15558.1—2003)对PE管道专用树脂进行了分级,对聚乙烯混配料的密度、熔体流动速率、氧化诱导期、挥发分、水分、炭黑含量、炭黑分散、耐气体组分、全比例试验、耐慢速开裂增长、氧化诱导期等指标给出规定。燃气管道施工中,《聚乙烯燃气管道工程技术规程》(CJJ63—2008)从材料、管道设计、管道连接、管道敷设、试验与验收七个方面对燃气管道施工相关环节给予规定,这一标准在2008年8月1日开始实施,促进了聚乙烯燃气管道的规范化施工。
2 PE管道的带压开孔与封堵
随着PE管道在城市燃气管网中的大量运用,对PE燃气管的维修抢修工作已成为燃气输配公司日常运营管理工作中的一项重要工作。一般情形有三种:
(1)对管道局部的较小孔洞及裂缝,可采用电熔鞍型管件将被破损部分挡住后,通过电熔焊机使鞍型管件与管道管壁熔为一体,从而达到修复管道目的。
(2)当D200以下的管道出现较大破损时,可利用管道本身的柔软性,在被破损处两端用燃气专用压管器将管道压扁(对于D63~D200的管道,用压扁器并不能完全切断气源),然后把气源切断,再对破损处进行维修。
(3)对于大口径的管道破损,则在破损处两端钻孔(专用PE管钻孔工具),然后将隔离球塞(皮碗或囊式)入孔内将管道封堵。最后对中间的破损部分进行切割更换处理。对于不容许停气的抢修,可在隔离球(皮碗)外侧再钻两个孔,连接旁通管以临时供气。除以上三种情形之外,直接停气置换抢修也很普遍。
2.1带压开孔、封堵设备
PE管道带压开孔与封堵的原理与金属管道开孔封堵原理是一样的,国内不停输设备生产厂商开发出了一套带压开孔封堵设备并形成专利(专利号ZL02224145.0)。
该系列设备包括带压开孔机、机架、下堵器,适应管径D160~D300mm,温度-10~+40℃,介质压力≤0.4MPa。
另外一种情况,国内大型塑料制品商结合自身管材、管件特点开发出了适用其产品系列的带压开孔设备,比如亚大塑料制品公司的带压开孔设备,见图1。
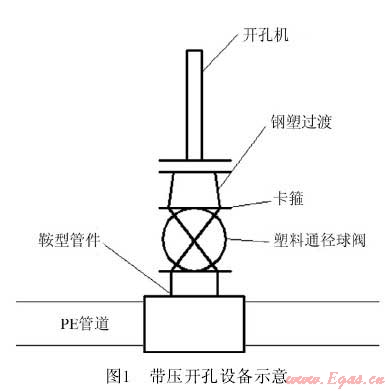
该带压开孔设备适用公称外径63~630mm,有两种鞍型管件供使用(鞍型直口SATURN、鞍型直口TOPLOAD),按公称外径63~630mm、SDR11、17.6、21分别选择60mm带压开孔刀及120mm带压开孔刀。因为管材、管件均产自同一厂家,所以电熔质量得到保证,这种带压开孔设备可以按设计要求安全、顺利带压开孔。
2.2鞍型管件与待开孔管材之间的熔接
PE管带压开孔与封堵中一个关键问题是:如何保证鞍型管件与待开孔管材的熔接质量。施工单位在PE燃气管道维修时,经常遇到待开孔管道与管件不配套的情况。由于不同厂家生产的电熔连接机具或电熔管件的焊接参数(如电压、加热时间)可能不同,因此,在电熔连接时,通电加热的电压和加热时间,应按电熔连接机具或电熔管件生产企业提供的参数进行。施工单位在熔接前,应该对管材(件)进行熔接工艺评定,以确定其是否可以熔接。实际上,针对PE带压开孔封堵这类“特殊”施工,施工单位对不同厂家的PE管材、管件进行熔接工艺评定是不现实的。
另外,由于以往国内各厂家生产的聚乙烯管材管件采用的材料并不是完全符合标准的管材专用料,因此不同品牌和不同压力等级的聚乙烯管材管件的电熔连接质量更是难以保证。
综上,由于以上问题的存在,阻碍了PE管带压开孔封堵技术的普及应用。
3 PE管材、管件的电熔连接
3.1要求电熔连接的特殊情况
《聚乙烯燃气管道工程技术规程》(CJJ63—2008)规定:不同级别和熔体质量流动速率(MFR)差值(条件是190℃、5kg)不小于0.5g/min的聚乙烯原料制造的管材、管件和管道附属设备,以及焊接端部标准尺寸比(SDR)不同的聚乙烯燃气管道连接时,必须采用电熔连接。公称直径小于90mm的PE管道宜采用电熔连接(因为管径较小的管材,在采用热熔对接焊时其焊接断面尺寸较小,不能保证焊接强度,因而只能采用电熔承插焊接)。实际应用中,不同材质的管材与管材、管材与管件或阀门的连接,同材质不同系列的管材与管材、管材与管件或阀门的连接,不同厂家的PE100材料的连接和PE100与PE80材料的连接,由于MFR或壁厚可能有较大差异,应当采用电熔套筒连接。
3.2电熔连接的质量影响因素
《PE燃气电熔管件电熔连接耐气密性的研究》对注塑PE100电熔管件进行了熔接测试,得到结论:“随着通电时间的延长,PE燃气电熔管件耐气密性不断升高,当通PE燃气电熔管件、管材电熔连接的耐气密性达到最高后,随着通电时间的继续延长,PE燃气电熔管件、管材电熔连接的耐气密性反而开始降低。这主要是因为:当通电时间过短时,管材、管件之问没有充分熔融,管材、管件之间存在缝隙;通电时间过长,管材、管件之间熔融过头,冷却后产生空洞;只有通电时间适中时,管材、管件之间才不会存在缝隙和产生空洞,PE燃气管件、管材电熔连接的耐气密性达到最高。”
“随着铜电阻丝电阻的升高,PE燃气管件耐气密性不断升高,当铜电阻丝电阻升高到最大值后,PE燃气管件、管材电熔连接的耐气密性趋于稳定。这主要是因为:当铜电阻丝电阻过低时,电阻丝发热量不够,管材、管件塑料树脂不能充分熔融,使得管材、管件之间存在缝隙。”
“管材、管件的MFR越接近,其相容性越好,管件电熔连接后气密性越好。”
“管材、管件之间配合尺寸增大,电熔连接后耐气密性降低,只有管材、管件配合尺寸在0.05~0.20mm之间时,电熔后才不会产生缝隙和空洞,电熔连接后耐气密性良好。”
3.3电熔鞍型连接的质量检验
对于热熔连接接头,主要检查接头翻边的对称性、接头对正性,并进行翻边切除检验。一般对于材料问题如熔体质量流动速率不匹配、受潮,操作问题如压力、温度、时间参数设置不当等基本能够发现。而对于电熔连接接头,接头的融合情况都包覆在电熔管件内,在熔融料没有大量溢出的情况下,质量检验只能从电熔管件上的观察孔来判断,对于材料本身及轴线不一致引起的质量问题往往无法发现。因此电熔鞍形连接的质量判断相对比较困难。
《聚乙烯燃气管道工程技术规程》(CJJ63—2008)提到对于电熔鞍型连接质量检验:
(1)电熔鞍型管件周边的管材上应有明显刮皮痕迹(为了确认已经去除焊接表面上的氧化层);
(2)鞍型分支或鞍型三通的出口应垂直于管材的中心线(如果不垂直会导致虚焊);
(3)管材壁不应塌陷;
(4)熔融料不应从鞍型管件周边溢出;
(5)鞍型管件上观察孔中应能看到少量熔融料溢出,但溢料不得呈流淌状(如果溢料说明已过焊)。
《燃气用聚乙烯管道焊接技术规则》(TSGD2002—2005)对电熔鞍型焊接工艺评定检验与试验要求:
(1)外观检查;
(2)DN≤225挤压剥离试验;
(3)DN>225撕裂剥离试验。
以上两个标准提到的聚乙烯管道接头质量检验主要靠目视检测和破坏性试验。目视检测不能直接观察到接头的内部状况,其检测可靠性不高;破坏性试验是一种抽样检测方法,抽样比例极小,难以代表施工质量(尤其针对PE管带压开孔封堵这种特殊施工,无法抽样只能外观检验后进行气密性试验)。国外研究人员早在九十年代就开始了对PE管道熔接接头进行无损检测的相关研究实践。我国的《无损检测聚乙烯管道焊缝超声检测》(JB/T10662—2006)提到了热熔对接焊缝、套接焊缝的超声检测方法,由于聚乙烯材料超声波衰减系数大(0.49~0.51dB/mm范围内变化)以及电熔接头中金属丝信号干扰导致常规超声检测方法无法有效检出接头缺陷。近几年,浙江大学与浙江省特种设备检验中心利用超声相控阵技术及B扫描成像技术对电熔承插接头进行缺陷检测,经试验证实具备应用于工程实践的可行性。
4 聚乙烯混配料、管件
4.1聚乙烯混配料现状
国外进口树脂在国内市场处于绝对优势,国内石化企业和科研机构也已投入大量精力进行研发生产,取得了一定进展,但存在满足要求的生产企业少、树脂牌号少、质量性能不稳定等问题。
4.2电熔管件
国内存在大量从事电熔管件生产的企业,尤其是近十年来大量外资在国内建厂,极大提高了管件供应量,这一方面满足了我国燃气管网建设对电熔管件的需求,另一方面也造成了“在多种供应商、多种原料、多种生产规范下生产的管件、管材汇织一张燃气管网”的局面,导致日后管网维修难度加大、管网维护成本提高。
5 结语
笔者认为,为了能够实现安全、保质的PE管开孔封堵,有以下几个问题需要解决或完善:
(1)地方燃气管网建设、管理单位应借鉴G5+组织(香港中华燃气、北京燃气、广州燃气、深圳燃气、成都燃气组成)制定的G5+标准模式,对PE材料供应商、原料、生产规范等提出严格要求,指定原料,保证混配料质量;
(2)进一步完善国家标准中有关检测和控制电熔管件焊接性能和焊接质量的性能指标,比如加大对PE管道无损检测技术的研发与实践,进而形成国家、地方、行业标准;
(3)PE管件、管材供应商与国内不停输设备生产厂商合作,将各自的管件管材熔接优势与带压开孔封堵设备优势互补,形成系列PE带压开孔、封堵设备(比如燃气管网建设、管理公司指定某家管材、管件供应商,该供应商提供的管材与管件相互配套,管件与国内不停输设备厂商的开孔设备相配套,这样就彻底解决了燃气管网中多品牌管材、管件问题,同时也为PE管带压开孔提供了应用条件);
(4)燃气管网建设、管理公司牵头,召集地方造价站、设计单位、施工单位,合理确定特殊施工(诸如此类带压开孔、封堵类施工)的定额,建立、健全相关设计规范、施工工法,规范设计、施工。
PE管带压开孔、封堵技术有一定实际应用价值和发展前景,随着PE管道在城市燃气管网中比例的不断加大、PE材料质量标准以及工程建设标准的进一步完善和落实、PE材料市场的进一步规范,这项技术必将同金属管道带压开孔封堵技术一样得到普及应用,发挥其在燃气管网维修抢修中的作用。
(本文作者:傅明华 王可栋 上海煤气第二管线工程有限公司)
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
