摘要:为综合改善和提高油气集输管线焊接质量及其安全监督管理水平,针对油气集输管线焊接质量寿命及其安全问题,采用理化性能检验,显微组织、无损探伤以及断口显微分析等检验方法,对焊接管道质量安全进行综合评价。通过分析某集输管线焊接管道整体性能,对油气集输管线焊接管道化学成分、力学性能、硬度以及使用过程中产生的缺陷进行了综合检测和评价,具体分析了管线及焊缝处疏松、夹杂等缺陷,并通过显微观察断面形貌判断断裂方式,通过X-rays无损检测方法对缺陷进行验证。结果表明,管线在高压服役条件下,经长时间的疲劳作用发生应力集中从而造成管线的破坏。据此提出了油气集输管线焊接质量及安全性控制要点,分别从焊口检查、钢管对口、预热、焊接过程控制以及焊缝返修等提出了对焊接工艺的改进措施,以期为油气集输管线焊接管道的生产建设和安全运行提供保障。
关键词:油气集输工程;集输管线;焊接工艺;安全评价
焊接技术作为长输油气管道工程施工的关键技术,直接关系到工程质量、施工效率、施工成本以及管线运行期间的安全可靠性和经济效益[1]。油气集输管线通常在恶劣的工作环境或高压条件下服役,经过管线失效形式和失效原因的分析评价,提出管线的主要性能要求是高强度、高韧性、可焊接性和耐蚀性[2~3]。焊接管道焊接性能受焊材选择、焊接方法和设备、焊接工艺等因素的影响[4]。对焊接表面施加适当的压力,焊接材料将由弹性向塑性过渡,促进分子相互扩散并挤去焊缝中的残余空气,从而增加焊接面密封性能[5];当热功率一定时,热熔时间不够会出现虚焊,时间过长会造成焊件变形,熔渣溢出,有时还会在非焊接部位出现热斑;只有当焊接面吸收足够的热量并达到充分熔融的状态,才能保证分子间充分扩散融合,也只有足够的冷却时间才能使焊缝达到足够的强度[6];热熔时间和热功率最优化的参数配合才会得到最合理的熔融量,从而保证足够的分子间融合,消除虚焊的现象[7]。本文通过焊接管道理化性能、管材显微组织及其断口分析数据,综合评价集输管线焊接管道整体性能,探讨集输管线焊接管道质量安全的影响因素,提出集输管线焊接管道的安全使用与防护方案。
1 实验数据分析与讨论
1.1 理化性能检验
在四川某集输管线上截取试样分别按照国家标准进行理化性能试验,管线母材和焊缝的化学成分、力学性能综合测试结果见表1、2。
管线试样母材和焊缝的化学成分、母材的力学性能均符合标准GB/T 699—1999《优质碳素结构钢》对10#钢的要求。从力学性能方面分析,焊缝与母材强度相近,但两者冲击韧性相差较大,该管线长时间在高压环境下工作可能出现局部开裂或损伤。


1.2 拉伸冲击试样断口分析
母材拉伸试样宏观断口特征由纤维区、剪切唇及放射区3部分组成,属于韧性断裂,未发现明显的原始缺陷(图1);焊缝拉伸试样其中两件断在母材,一件断在焊缝处。从宏观上看,都是韧性断口,具有韧窝形貌特征,存在气孔、未焊透等缺陷;母材室温冲击试样断口属韧性断口,在-10℃下冲击试样断口纤维区较少,以脆断为主;焊缝冲击试样宏观上观察断口由晶状区、纤维区及剪切唇3部分组成,大部分为晶状区,纤维区较少,以脆断为主,属于韧-脆性混合型断口,存在气孔、未焊透缺陷,如图2所示;-10℃下冲击试样断口纤维区较少,具有解理、准解理形貌以及泥状花样特征,以脆断为主,存在气孔、未焊透等缺陷(图3、4)。


这些缺陷产生的原因在于管线焊接过程中焊接质量的控制存在问题。如焊口边缘不清洁;焊条或焊剂未按规定焙烘;焊芯锈蚀或药皮变质、剥落;焊缝边缘残留熔渣;焊接速度控制不当等一系列操作不当而引发的。为避免气孔、未焊透以及脆性极大等缺陷,在长输油气管线焊接过程中应特别注意选择合适的工艺参数,严格控制焊接材料使用范围以及焊接速度。
1.3 X射线探伤检测及缺陷分析
观察1.2理化性能检测中拉伸试样断口发现:焊缝处部分拉伸试样、焊缝冲击试样存在明显未焊透和气孔两种缺陷。为进一步验证缺陷,对试样进行X-rays探伤证实焊缝处确实存在未焊透、条孔等缺陷。按JB/T 4730—2005《承压设备无损检测》评定:该管线试样Ⅳ级片6张,其中未焊透缺陷最大尺寸为9mm,存在7mm的条孔缺陷。检测试样焊缝左右两侧管体壁厚发现,焊缝左、右两侧平均壁厚分别为8.06mm和7.59mm。综合数据显示该管线在外加应力作用下,发生应力集中从而造成管线损伤、破坏的可能性较大。如能在该管线正常运行期间进行无损检测,便可及时发现并修补缺陷,亦可延长该管线的使用寿命,且对管线的生产运行不产生任何影响。
1.4 显微组织及夹杂物分析
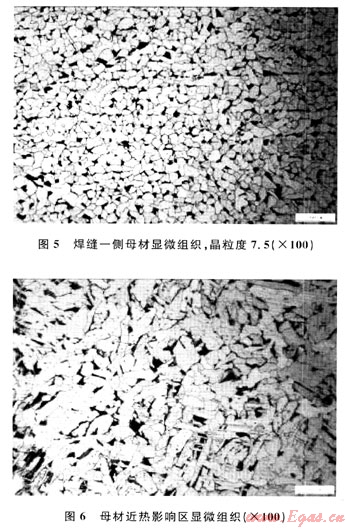
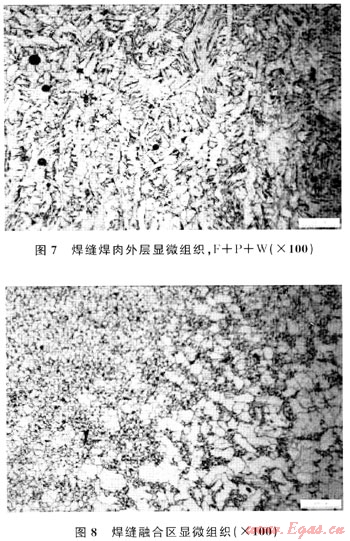
显微组织及夹杂物分析结果表明:管线母材显微组织为铁素体+珠光体,有少量带状组织,且晶粒度为7.5级(图5);热影响区组织为铁素体+珠光体,晶粒度分布极不均匀,范围为5.5~9.5级(图6);焊缝熔池组织为铁素体+少量珠光体+少量魏氏组织,晶粒度为8.5级(图7、8)。综合评定该管线焊缝熔合情况为完全熔合。
综合以上结果发现:管线选材、加工等工艺性能符合要求;焊缝处存在未焊透、气孔、疏松以及夹杂等缺陷,其中发现未焊透缺陷最大尺寸为9mm,存在7mm的条孔缺陷;管线试样焊缝拉伸试样中存在1.86mm×1.04mm的气孔缺陷;焊缝处硬度高于左右两侧母材硬度,且母材、焊缝、热影响区晶粒度相差较大。这些因素的积累极大程度地造成管线在运行期间发生损失或失效。因而提出对油气集输管线进行定期安全监督检验,发现缺陷、立即修补的措施:加强管材及其焊接质量的检验,从管线建设初期抑制管线损伤或失效;集输管线生产运行过程中,按规定进行维护、保养,加强巡线、加强对集输管线的监控、监管力度;充分利用数字管道技术,通过全方位的收集管道沿线及周边信息对管线进行实时监控以及周期性监测检验,全面提高集输管线环境保护管理的针对性和有效性。
2 结论及建议
通过实验,发现该集输管线主要存在两方面安全问题:①焊缝与母材强度相近,但两者冲击韧性相差较大,该管线长时间在高压环境下服役局部产生开裂或损伤;②该管线在外加应力作用下,经过长时间的疲劳作用发生应力集中从而造成管线损伤、破坏。
集输管线焊接质量及安全性应从以下方面控制:①严格按照标准对管线焊接质量进行控制;②焊口检查与清理,钢管对口、焊前预热等操作工序应严格把关;③加强焊接过程控制以及焊缝返修;④周期性监控并对焊缝进行无损检测,从而保证管线的正常运行。
参考文献
[1] 李为卫,左晨.石油天然气管道焊接材料发展现状及建议[J].现代焊接,2007(11):1-8.
[2] 霍春勇,董玉华,高惠临.长输天然气管线的故障树研究[J].天然气工业,2005,25(10):99-101.
[3] 宋元丽,孙亮,张秀荣,等.浅谈长输管道的焊接技术及发展[J].金属加工,2009(14):28-30.
[4] 史耀武.油田集输管线焊接技术的新发展[J].电焊机,2005,35(9):37-42.
[5] 谭平.天然气管线压力脉动激振分析[J].天然气工业,2005,25(9):107-109.
[6] 李苍.浅谈长输管道的焊接质量控制[J].广东化工,2009,36(2):95-107.
[7] 魏超文,王勇,李立英,等.压力管道焊接粗晶区组织与硬度研究[J].压力容器,2010,27(4):9-13.
(本文作者:杨大庆1,2 侯铎2 刘辉3 1.延长油田股份有限公司子北采油厂;2.西南石油大学石油工程学院;3.川庆钻探工程有限公司安全环保质量监督检测研究院)
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
