摘 要:我国的天然气长输管线大多采用较为成熟的三层PE防腐,补口材料选用聚乙烯热收缩套(带),但因其施工要求高、补口质量制约因素多,使补口处成为管线安全的薄弱环节,对投产2~6a的防腐补口应用进行调查,发现管道环焊缝补口处的热收缩带存在翘边、剥离、破损等缺陷。其原因在于火焰加热存在相关缺陷,湿膜法施工的化学交联不能形成,热收缩带(套)与三层PE间搭接部位的回火控制不到位。为了严格控制补口质量,避免管道腐蚀发生,针对性地提出了相应的解决办法:①应先分析补口材料的性质,制订施工工艺技术规定;②针对湿膜法施工,要求环氧底漆表面干燥前,必须完成热收缩带(套)补口操作;③钢管的预热温度要低,甚至不需要预热;④干膜法施工时,钢管表面预热温度、固化的环氧树脂温度一定要达到80℃;⑤热收缩带(套)加热时,不允许采取火焰加热器直接加热,宜使用中频加热,且应注意回火的温度与时间。
关键词:天然气长输管道 三层PE 中频加热 黏结 补口 热收缩带(套)
Solution to the defects in 3LPE field coating for welded joints of pipelines
Abstract:The majority of long-distance oil and gas pipelines in China have well developed 3LPE coatings for corrosion prevention,with polyethylene heat shrinkable sleeves(tapes)as coating materials.Due to higher requirements for operations and multiple restrietions,field coatings have become a vulnerable element in pipeline safety.Survey results for coatings with a service life of 2-6 years show that edge warp,stripping,worn and other defects are conllnon in heat shrinkable sleeves(tapes)around the coating of circumferential welds.Maj or contributors for such defects include defects in flame heatin9,failures in the generation of cherrfical cross linking during the execution of wet membrane techniques and improper control over tempering between heat shrinkable sleeves(tape)and the 3LPE coatings.To obtain high coating quality and protect pipelines against corrosion,corresponding solutions were proposed:①specific technical procedures should be stipulated in accordance with the properties of materials deployed for coating:②as for the implementation of the wet membrane techniques,heat shrinkable sleeve(tape)coating should be completed prior to drying of epoxy primer surface;③preheating temperatures of the steel pipe should be low;in some circumstances,no prehearLNG is required;④during the implementation of dry membrane techniques,preheating temperatures of the steel pipe surface and temperatures of solidified epoxy resin should reach 80℃;⑤no direct heating by using fired heater for the heatirlg of the heat shrinkable sleeves(tape)should be allowed.Instead,medium-frequency heating can be used.Cares should be taken to control tempering temperatures and time.
Keywords:Natural gas pipeline;Three-layer PE(3LPE);Medium-frequency heating;Bonding coating:Heat shrinkable sleeve(tape)
随着三层PE防腐管道在国内埋地钢质管道防腐中的广泛采用,以三层结构的辐射交联聚乙烯热收缩带(套)[以下简称热收缩带(套)]补口是国内外公认的最为成熟、可靠的三层PE防腐管补口技术。现阶段补口施工采用手工操作方式,施工质量很大程度取决于操作人员的技术水平和责任心。由于各厂商材料质量、施工性能存在差异,补口施工前,对厂商的操作工艺进行评定和加强施工操作人员的岗前培训尤为重要。如“西气东输”一线等国家重点工程,其天然气管道施工质量控制倍受关注,但投运儿年后的开挖验证表明,采用辐射交联聚乙烯热收缩带的总体质量不高,补口部位的密封效果差,致使补口部位的金属出现锈蚀现象[1]。
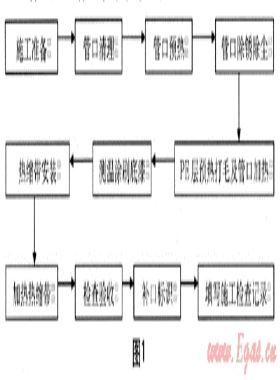
1 质量缺陷及表现形式
1.1 存在的质量缺陷
针对服役2~6a的三层PE埋地钢质管道防腐补口质量,某管道运行单位随机开挖55处进行调查。调查结果表明,管径小于600mm的管道开挖点11处,存在质量缺陷的有7处,为开挖总数63.6%;管径大于600mm的管道开挖点44处,存在质量缺陷的有36处,为开挖总数的81.8%。从服役时间统计结果来看,热收缩带失效与时间无关,但无论其服役时间长短,补口存在质量缺陷的比例均超过50%。在随机开挖的补口中,其中15处不带底漆的补口开挖点中,存在质量缺陷的14处,为开挖总数的93.3%;带底漆的39处开挖点中,存在质量缺陷的为29处,为开挖总数的74.3%。
1.2 缺陷的主要表现形式
1.2.1翘边和剥离
三层PE防腐管道的PE层上搭接的热收缩带(套),在不同部位出现翘边和剥离,固定片与热收缩带翘边且与管体3PE层剥离。
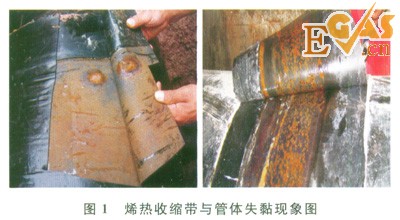
1.2.2失黏
热收缩带与环氧底漆钢(或无底漆钢)严重失去黏接,用手轻拉立即脱落,补口部位的金属严重锈蚀(图1)。
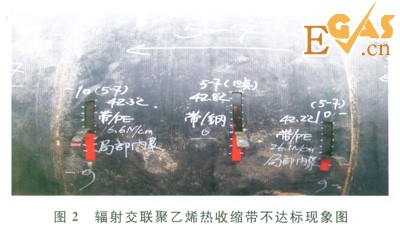
1.2.3剥离强度不达标
根据GB/T 23257-2009第8.3条的关于“补口后热收缩带的黏接力检测,在10~35℃时,对钢管和聚乙烯防腐层剥离强度不小于50N/cm”的规定[2],现场实测远不能满足此要求(图2)。
2 补口质量缺陷及原因分析
2.1 火焰加热的相关缺陷
环氧树脂要黏结钢材表面,则要求钢材表面要有足够的清洁度,目前补口施工时已采用喷砂除锈使钢管表面达到要求的清洁度和粗糙度,但用传统的液化石油气火焰加热,由于燃烧产物中含大量的水蒸气和二氧化碳,如果钢管表面温度不足够高,必然会产生冷凝酸液,污染已除锈的钢表面,造成环氧底漆附着力急剧下降,一段时间后将会脱落,故施工工艺中应强调采用无污染的预热方式,如中频加热、铝箔覆盖火焰加热等。
2.2 化学交联不能形成
2.2.1预热温度过高
热收缩带(套)胶黏剂和钢管环氧树脂表面之间是由化学键连接形成的化学黏结,在环氧树脂胶化期(或表面尚未干燥)时,胶黏剂中的马来酸酐作环氧树脂的固化剂参与环氧树脂固化分子交联,形成可靠的化学黏结,故采用湿膜工艺时,钢管的预热温度要低,甚至不需要预热。但现场进行收缩带(套)补口作业时预热温度往往过高,导致固化剂参与环氧树脂固化分子无法形成交联,这是形成剥离、失黏的主要原因。
2.2.2热收缩带(套)的安装时机不恰当
根据现场调查,传统的三层PE防腐管道补口一般采用湿膜法施工,要求环氧底漆表面干燥前,必须完成热收缩带(套)补口操作,这样才能保证化学交联的形成。施工现场的复杂环境导致了热收缩带(套)的安装不能满足该要求,也是导致成剥离、失黏的原因之一。
2.3 搭接的部位的回火控制不到位
由于聚乙烯的是非极性材料,其黏结不可采用极性理论。三层PE搭接部分的黏结只能通过机械嵌合或分子扩散形成黏结,也就是搭接面必须打毛,当三层PE温度高于热熔胶熔点后,胶渗入缝隙中冷却固化后形成机械嵌合黏结力,当三层PE温度达到熔点以上时,热熔胶中的乙烯 醋酸乙烯共聚物与PE不仅分子之间接触,而是在热收缩套收缩力的压迫下还相互熔合形成可靠的黏结力。但是,现场操作时,热收缩带(套)与三层PE间搭接部位的同火温度未达到回火的最低温度130℃,回火时间不够,一方面不能保证环氧底漆与胶的黏结,更重要的是不能确保热熔胶与PF之间的黏结,故热收缩带(套)两端的密封不能实现,搭接部位的剥离强度很低。
3 补口质量缺陷的解决办法
管道的参建单位,都应弄清楚所有补口材料的黏结机理和其他基本性质,根据不同的补口材料确定选择湿膜法施工还是干膜法施工,严格按照规范要求的涂装工艺评定试验(PQT)和预涂装生产试验(PPT),并要求涂敷商编制涂装技术规范(APS)[3]。现场补口时,应按照规范要求进行表面处理的质量检查,检查补口过程中的外观、漏点、剥离强度、环氧底漆的附着力检测等[4]。另外,应加强补Vl施工过程的监督,必要时,要求监理进行旁站监督。其中,应主要注意以下几点:
1)分不同季节,制订管道表面处理前后钢管表面的预热温度、搭结部位PE的预热温度。
2)不再采用火焰加热器直接加热,宜采用中频加热。
3)热收缩带(套)的回火温度和回火的时间。
4)关于底漆干膜法施工,钢管表面温度一定要达N80℃。热收缩带(套)安装前,已经固化的环氧树脂温度一定要高于80℃,是因为低于该温度,热熔胶无法浸润已固化的环氧树脂,不能形成良好的黏结。另外,热熔胶形成的良好黏结,要求被黏结表面的温度必须高于热熔胶的环球软化点温度。
4 结束语
我国的原油、天然气长输管线大多采用较为成熟的三层PE防腐,补口材料选用聚乙烯热收缩套(带),但因其施工要求高,补口质量制约因素多,使补口处成为管线安全的薄弱环节,补口失效将造成管线防腐层剥落点成为腐蚀加重区域,造成不可挽M的损失。通过施工中遇到的现实案例,分析了补口失效的原因,提出了补口质量缺陷的解决办法,控制加热温度、时间,最大限度地采取中频加热进行预热和回火处理。
参考文献
[1]罗锋,王国丽,窦鹏,单蓄,解红军.管道热收缩带补口失效原因分析及相关对策研究[J].石油规划设计,2012,23(1):11-15.
Luo Feng,Wang Guoli,Dou Peng,Shan Xu,Xie Hongjun.Shrink fill the mouth with duct failure analysis and relevant research[J].Petroleum Planning&Engineering,2012,23(1):11-15.
[2]中华人民共和国国家质量监督检验榆疫总局,中国国家标准化管理委员会.GB/T 23257 2009埋地钢质管道聚乙烯防腐层[S].北京:中国国家标准出版,2009.
The State Administration of Quality and Technical Supervision Inspection of the Peoplgs Republic of China,Standardization Administration of the People¢s Republic of China.GB/T 232.57-2009 Polyethylene coating for buried steel pipeline[S].Bcijing:China National Standard Publishing,2009.
[3]冯少广,岁京新,赵吉诗,李荣光,张鑫,赵国星,等.热熔胶黏剂结构差异对热收缩带剥离强度的影响[J].油气储运,2013,32(2):177-180.
Feng Shaoguang,Luo Jingxin,Zhao Jishi,Li Rongguang,Zhang Xin,Zhao Guoxing,et al.Influence of structural differences of hot melt adhesive on peel strength of heat shrinkable sleeves[J].Oil 8-Gas Storage and‘Fransportation,2013,32(2):177-180.
[4]王学国,马金凤.热收缩带现场补口开裂的凋查与处理[J].石油工程建设,1999,25(4):54-55.
Wang Xueguo,Ma Jinfeng.Investigation and trealnlent on cracking of hot shrinkage sleeve in application of pipe joint in site[J].Petroleum Engineering Construction,1999,25(4):54-55.
本文作者:刘元洪 李长勇 李良均
作者单位:四川科宏石油天然气工程有限公司
中国石油西南油气田公司
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助