摘要:论述了将水下焊接与切割技术引进到储气罐水槽内进行水下补漏的施工方案、实施步骤,运行实践表明效果良好。
关键词:低压湿式储气罐;潜水焊接;水下焊接;水下切割
Application of Underwater Welding Technology to Repair of Low Pressure Water-sealed Gasholder
WANG Wei,HOU Hong
Abstract:The construction scheme and implementation procedures for applying underwater welding and cutting technology to repair of water tank of water-sealed gasholder are described.The operation practice shows that the effect is excellent.
Key words:low pressure water-sealed gasholder;submerged welding;underwater welding;underwater cutting
1 概述
水下焊接与切割技术原用于船舶制造业,是水下工程结构安装、维修中不可缺少的重要工艺手段,常用于海上救捞、海洋采矿等海洋工程和大型水下设施的施工。20世纪70年代,水下修理的活动大量增加,使得水下焊接技术日趋成熟,并在诸多领域中得到广泛应用。
2005年,太原市煤气公司主气源厂储配站与另一储配站的储气罐塔节水封相继发生裂纹,形成内部渗漏,导致水封失效,造成储气罐急速下降事故。在工期紧迫、资金紧张的情况下,通过技术论证选择了将水下焊接与切割技术引进到储气罐水槽内进行水下焊接补漏,取得成功。通过几年来的运行观察,效果很好。
2 问题的提出与实施方案的出台
① 问题的提出
太原市煤气公司主气源厂焦化储配站和程家村储配站均于20世纪80年代初建成投运,两站设有54000m3低压湿式螺旋储气罐共5座,其中焦化储配站设有2座,程家村储配站设有3座,已运行20余载。焦化储配站2号储气罐与程家村储配站3号储气罐自投用以来,只对外壁进行过防腐处理和各塔壁板零散漏点的补焊,未进行过开罐检修。2004年,运行人员发现程家村储配站3号储气罐三塔下挂圈内壁漏水;2005年8月,又发现焦化储配站2号储气罐二塔下挂圈内壁漏水。塔节水封漏点部位见图1。
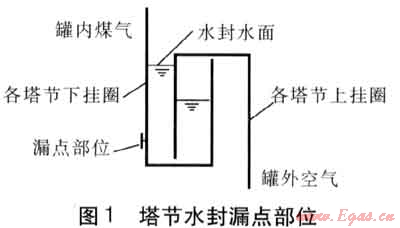
因漏气点在各塔节水封内壁,浸在水中,而外部没有可供操作的空间,无法施焊,只能采取临时补水、加强巡视的办法维持储气罐运行,然而难以保证措施的连续、稳定和安全。由于塔节水封中水流失较快,进而致使塔节水封失效,储气罐数次跌落,无法安全正常运行,只能降低储气罐高度勉强使用。当时曾考虑安排开罐大修,因种种原因未能实施。
由于气源紧张,调峰设备有限,加之北方严冬季节高峰时段长,传统节日用气峰值高,储气罐能否正常使用直接涉及到确保太原市冬季高峰安全稳定供气的大事,塔节水封补焊问题被列入重要议事日程。公司为此多次组织专题会议,研究能否寻找一种既能对漏点补修,又能避免长工期施工、大资金运作的较为合理的办法。
② 水下焊接方案的确定
该低压湿式储气罐的底部是一个直径为46m、高约10m的水槽,内装16000t水,上部各塔节随储存气量的多少,从水槽中升起或落下。传统的大修程序是:置换储气罐→排放水槽中的水→开孔进入罐内→清污→查清情况→决定具体施工方案→开始施工→焊接作业→防腐处理→注水→置换试运行→交付使用。整个流程即使顺利实施,也至少需要3个月。当时,时值九月中旬,冬季用气高峰很快逼近,时间根本来不及,而且落实两座储气罐的大修资金也有困难。经反复讨论,我们提出一个大胆的设想:在保证安全的前提下,若将水下焊接与切割技术引进到储气罐水槽内进行水下作业,将可大大节省开罐检修前后所需的准备时间,缩短施工期,以满足冬季供气的迫切需要;且水下焊接具有设备简单、成本低、操作灵活、适应性强等优点,也可节省工程费用。如果能潜水进入储气罐水槽,从储气罐内部进行水下焊接,一系列问题就可望得到解决。
为此,我们详细研究了储气罐的结构图纸,并通过网上查询了解有关技术资料,就水下焊接的安全性及技术问题,多次同专业的潜水服务公司沟通和现场考察,初步取得了“可以将水下切割焊接技术引入储气罐补焊”的一致意见。
水中焊接采用水下湿法焊条电弧焊技术进行,不必人为地将焊接区周围的水排开。从技术操作层面讲,水下焊接由于水的存在,使焊接过程变得更加复杂。电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。为克服水的冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流比大气中焊接电流大15%~20%。在目前,水下湿法焊条电弧焊技术是成熟的。更应注意水下焊接作业方面的安全问题,必须充分做好大量的准备工作,主要包括以下9个方面。
a. 水下作业人员要熟悉储气罐图纸,了解储气罐水槽作业区水深、水温等环境情况。
b. 水下焊接前应查明被焊件的性质和结构特点,弄清作业地点是否存有易燃、易爆和有毒物质;
c. 在下潜前,应对焊、割设备及工具、潜水装具、供气管、电缆、通信联络工具等的绝缘、水密、工艺性能进行检查试验。
d. 入水下潜后,应及时整理好供气管、电缆和信号绳等,使其处于安全位置,以免损坏;操作人员只能在水下作业,不得浮出水槽水面,防止吸入有毒气体。
e. 操作前,施焊人员应对作业地点进行安全处
理,水下焊割时不得悬浮在水中作业。
f. 潜水焊割人员与外面支持人员之间要配备专用通信装置,保持通信畅通。当一切准备工作就绪,在取得支持人员同意后,焊割人员方可开始作业。
g. 水下焊接与切割作业必须由经过专门培训并持有此类操作许可证的人员进行。
h. 要采取有效的防触电安全措施。
i. 配合作业的煤气公司指挥人员、管理和安全监护人员及储配站运行工,要熟悉水下焊接的基本程序和工艺要求。
③ 水下焊接作业人员进入储罐的方法
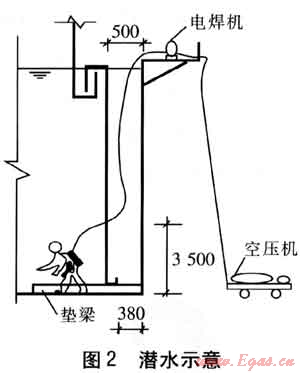
作业人员怎样进入储气罐是一个实际问题。经过与施工单位共同查看图纸与现场,水槽与一塔之间空隙最大处有500mm宽,但一塔下挂圈外侧距水槽板内侧仅有380mm的距离,作业人员不可能从一塔下挂圈底下进入罐内(虽然身材瘦小一些的潜水员可穿越,但潜水头盔进不去),只可以利用水槽与一塔间500mm的环形空间,下潜到储气罐水槽下部,在一塔壁板距底部3.5m处,操作人员固定位置,侧身切割直径为800mm的人孔后进入。该储气罐在当初建造时,为防止机电设备失灵或人为误操作,造成储气罐冒顶、倾斜,形成卡罐,曾在一塔壁板距底部3.5m处开有3处矩形安全放散孔,在一塔圆周上均布,孔的长、高分别为3000、300mm。故此次开人孔后将切割下的钢板取到罐外,无须再恢复。潜水示意见图2,图中数值单位为mm。
与此同时,煤气公司运行人员配合升起二、三、四塔,升至28m高度(本文所指高度为储气罐塔节外部所标的标尺高度,未包括水槽高度),待作业人员进入水槽内部后,再将储气罐降至18.5m高度,此时正是三塔距水槽底部1m左右的距离,利于作业人员进行补焊作业。
3 水下焊接作业前的准备
① 参与此项目的煤气公司配合人员与施工单位水下作业所有人员熟悉现场,研读分析5.4×104m3储气罐图纸,了解施工作业环境和程序。
② 落实关键岗位施工单位人员配备:参与水下施工项目的5人均持有潜水证,其中,1人在外部负责水下施工作业现场指挥;1人持有水下焊接证书,实施水下焊接;1人在水下负责作业安全监护;1人在外部负责同进入储气罐人员进行通信联系;1人在外部配合,并做记录。
③ 水下作业设备配置:空压机1台,过滤器1部,潜水设备1套(MZ-300),潜水电话2部,潜水服3套(其中1套备用),脚蹼3副,潜袜3副,压铅3副,过桥(连接软管)1套,氧气瓶组1套(可保证潜水员在水下使用5h),直流电焊机1台,水下焊枪2副,焊枪连接线30m,地线15m,水下特种焊条1包,水下录像机1套,水下照相机1部,抢修车1台。
④ 储气罐升降与作业配合:由煤气公司现场总指挥部发布指令,储配站运行人员负责操作储气罐升降。为保证潜水作业人员在情况需要时能及时退出,储气罐由28m降至18.5m、或从18.5m升至28m的整个过程不得超过1h(二、三、四塔升起时28m,利于施焊人员进入或退出储气罐;降至18.5m时,三塔下挂圈距水槽底部1m左右,正好施焊),潜水员每次作业时间不超过2h。如在控制时间内不能完成,可分成2次或3次作业。
4 水下焊接维修的实施
2005年9月27日上午,我们对程家村储配站3号储气罐实施水下作业方案。煤气公司负责现场总体组织、储气罐升降控制及相应的安全监护;施工作业方负责一切水下作业的技术准备、施焊作业及自身安全保障措施。作业按以下程序实施。
① 检查寻找漏点
将储气罐升至28m,潜水员及设备到达预定位置——平时观测到的漏点范围区内,记录员开始记时。
施焊作业的潜水员1名,从水槽与一塔间下水潜入水槽内的漏点处(据初步观测判断确定)。潜水员在一塔壁板上距下挂圈3.5m处切割工作人孔(直径约800mm),然后将潜水附属设施、供气管等设备从工作孔送入储气罐内。须注意相关线缆要放在水槽底部垫梁之间,防止塔节落底时挤压破坏。之后降下三塔,储气罐高度至18.5m时,外面指挥人员通过潜水电话与罐内潜水员对话,开始检查寻找漏点。当确认找到漏点(现场发现约100mm长腐蚀裂缝)时,在漏点处做好标记,进行水下摄像、照相(由于施工扰动,水质浑浊不清,故停顿5min左右,再进行摄像、照相)。漏点确定后,罐内水下作业人员通过潜水电话通知外部配合人员,升起储气罐至28m高度,潜水员按进罐路线返回,即从一塔开孔处退出并出水,记录人员计时。
② 确定修补方案
根据泄漏点状况,确定焊补200mm×150mm钢板(厚度为6mm)堵住裂缝。由水下施焊潜水员携带材料、工具,按方案程序,储气罐升、降配合,再次进入储气罐水槽中进行水下焊接。
③ 焊补
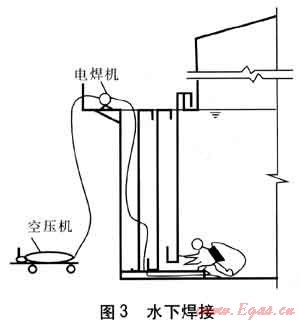
潜水施焊人员潜入储气罐水槽后,塔节高度降至18.5m左右,水下作业开始,采用水下湿法焊条电弧焊技术,在水下直接施焊。此间严禁施焊人员在任何时间浮出水面操作,避免接触煤气而发生意外,并严格按照确定的水下修补作业方案进行操作,见图3。焊前按水下作业要求将施焊处清理干净,焊补完毕后对焊缝处进行水下摄像、照相,确认水中作业情况与焊接质量,留下资料存档。水下作业程序完成后,水下施焊人员通知外部配合人员,储气罐升起至28m,罐内作业人员按进罐路线返出人孔、出水。整个过程总体控制在4h内,包括储气罐升降2h,以及作业人员每次水下工作时间2h。
④ 补焊质量检查
根据水下摄像、照相资料判断焊补质量,要求焊缝基本平整,不得有断焊。水下作业人员按进入罐中的路线返出储气罐后,保持储气罐塔节升起状态,双方人员在外部观测检查,施焊处无气泡、泄漏迹象为合格,第一处水下焊补作业完毕。
随后两天,在焦化储配站,以类似程序对2号储气罐进行了第2例焊补作业。
5 结语
程家村储配站3号储气罐及焦化储配站2号储气罐下挂圈内漏点的水下焊补,从2005年9月27日至30日,历时4d,2处作业,工程费用仅用了32×104元,远远低于正常开罐检修所需资金。引进水下焊接技术施焊的两座储气罐使用至今,焊补之处再未发现泄漏,保证了储气罐的安全运行和冬季高峰的稳定供气。
(本文作者:王卫 侯红 太原市煤气公司 山西太原 030024)
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
- 注解:本资料由会员及群友提供仅供阅读交流学习,不得用于商业用途!
