摘 要:介绍聚乙烯燃气管道带气压扁阻断作业的设备布置及关键设备,分析压扁阻断作业的控制要点。结合工程实例,对出现的问题及解决方法进行了探讨。
关键词:聚乙烯燃气管道 压扁阻断 带气
Squeeze-off Technology of Polyethylene Gas Pipe
Abstract:The equipment layout and key equipment for squeeze·-off of polyethylene gas pipe are introduced.The control points of squeeze-off are analyzed.The problems and solutions are discussed with an engineering example.
Key words:polyethylene gas pipe;squeeze-off;operation with gas
聚乙烯(PE)燃气管道在城市燃气管网中的应日益广泛,各种PE燃气管道抢险维护技术及设应运而生[1]。PE管压扁阻断技术可实现在不停条件下,对PE燃气管道进行施工抢修,近年来得了推广应用。本文对不停气条件下聚乙烯燃气管压扁阻断技术进行探讨。
1 压扁阻断作业设备布置及控割要点
①设备布置
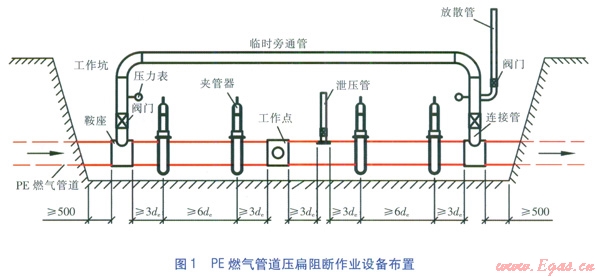
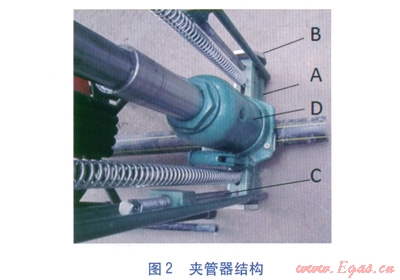
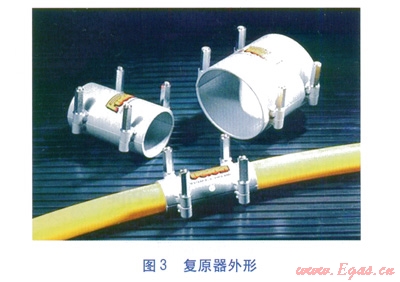
PE燃气管道压扁阻断作业设备布置见图l,图数值单位为mm,de代表PE管的公称外径。采用夹管器将PE燃气管道压扁直至管道内壁贴合,实现阻断燃气,结合带压开孔技术加装临时旁通管,实施PE燃气管道不停气的维护、修复、更换、接管等作业。夹管器结构见图2。为确保压扁阻断作业后不影响燃气流通,应采用复原器及时恢复PE管的形状,复圆器外形见图3。夹管器主要包括4种装置:A:夹具,由上下钢质压条组成,与PE管接触面为弧面。B:限位块,避免夹具对PE管过度挤压造成损伤。C:止回装置,防止压扁阻断作业过程中夹具的意外松脱。D:施力装置,对夹具施加作用力,并控制夹管、松管速度,通常采用机械螺旋式、液压式。PE管复圆器由上瓦片、下瓦片和4颗紧固螺栓组成,利用机械成型原理将实施压扁阻断作业后的PE管恢复原状。依据PE管外径不同,选取不同规格的复圆器。在采用复圆器恢复被压扁PE管原状时,应先清理管道表面,然后沿垂直于压扁方向将上下瓦片安装在被压扁处,并逐渐拧紧紧固螺栓,待上下瓦片对接后保持30min再拆除复圆器。
②控制要点
a.环境温度
聚乙烯是一种高分子材料,对温度比较敏感,因此无论在施工还是使用中,均需关注温度对PE管材性能的影响。环境温度下降使得PE管的抗拉强度提高,抗冲击强度下降,断裂伸长率下降。因此,在环境温度较低的情况下,夹管和松管的速度应适当降低。
b.静电
在不停气状态下的PE管被夹扁过程中,截面积减小,燃气流速上升,干燥且携带悬浮粒子(或杂质)的气流冲刷PE管易产生静电。当操作人员接近时可能产生放电现象,虽然不会对人体造成伤害,但在不停气状态下的放电现象是非常危险的。因此,在进行压扁阻断作业前应确保PE燃气管道有 效接地。
根据文献[2]PE燃气管道的接地方法为:用宽度不小于200mm的湿抹布将拟压扁的PE管缠绕一周后两边下垂至湿润的泥土上,并保证与泥土的接触面不小于200mm×200mm。
c.PE管压扁程度控制
GB l5558.1—2003《燃气用埋地聚乙烯(PE)管道系统第一部分:管材》规定,当采用压扁阻断作业时,PE管材制造商应保证压缩复原后的管材仍满足静液压强度的要求,压缩复原后管道性能试验按照附录F进行。
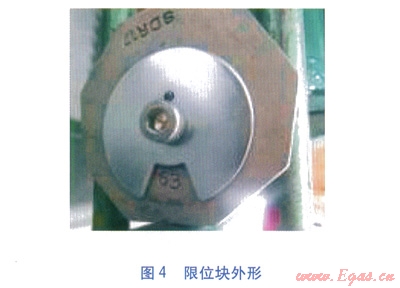
PE管过度挤压易造成管材损伤,影响管道使用寿命,因此应在夹具的上下压条之间设置限位块(见图4),避免对PE管过度挤压,保证压扁复原后PE管材的各项性能指标仍能满足要求。GB l5558.1—2003规定,当PE管公称外径小于等于250mm时,压扁停止距离为两倍管材壁厚的80%;当PE管公称外径大于250mm且小于等于630mm时,压扁停止距离为两倍管材壁厚的90%。
d.夹管、松管速度控制
夹管和松管速度的控制对压扁阻断作业非常重要,要有足够的时间使PE管材吸收或释放夹管、松管产生的应力,因此夹管、松管应低速进行。美国燃气研究院(Gas Research Institute)的研究发现,松管时最容易对PE管材造成破坏,尤其是厚壁PE管。在夹管作业时,当PE管压扁至50%时,至少暂停1min;当压扁至75%时,至少暂停1min;当PE管内壁即将相碰时,至少暂停1min。在松管作业时,当PE管内壁即将分开、松开至75%时、松开至50%时均至少暂停1min。
e.各种设备的间距要求
压扁阻断作业涉及的设备较多,加之夹扁影响区有一定长度,因此对各种设备的间距有一定要求(见图l),而且工作坑长度须满足各种设备的间距要求。
f.二次压扁阻断的限制
由于PE管压扁阻断作业对PE管材性能有一定影响,在压扁阻断作业完成后,在压扁位置两侧应粘贴警示标记,以明确标志该处曾经进行过压扁阻断作业。在粘贴警示标记的位置,严禁再次进行压扁阻断作业,以免降低PE管道寿命,甚至破坏PE管道。
2 工程应用中出现的问题
2.1 de110mm及以上PE管封堵作业
技术资料显示,压扁阻断技术可适用于de400mm以下的PE管[2-3]。但在实际工程中发现,对于de110mm及以上规格的PE管,夹管器不能实现有效阻断,压扁后存在微漏情况,特别是PE管的封堵作业。具体表现为:在对de110mm及以上规格的PE管进行不停气封堵作业时,微漏燃气在被夹扁位置与电熔端帽一段的PE管内形成一定压力,导致电熔焊接过程中电熔端帽出现位移,影响电熔焊接质量。为解决这一问题,可在电熔端帽前设置放散管。
2.2 压扁处的明显减薄
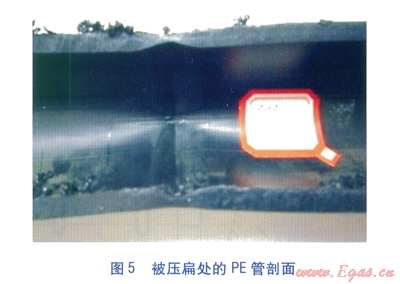
2011年1月,在对de63mm规格PE管进行压扁阻断作业过程中发现,PE管的复原情况不理想。随即,我们对压扁处PE管进行切割,发现PE管内壁损伤严重,压扁处出现明显减薄并出现裂纹,被压扁处的PE管剖面见图5。
造成压扁处出现明显减薄的原因为:
①限位块的选择:由于现场操作人员未能正确选择限位块,导致对PE管过度挤压造成损伤。因此,在作业过程中应严格按照操作规程,根据PE管外径、壁厚选取对应的限位块,防止对PE管的过度挤压而造成损伤。
②夹具的清洁:在分析中我们发现,夹具压条表面若沾有泥土,也易造成PE管的过度挤压,特别是对于小管径PE管。因此,在现场作业前必须清洁夹管器,特别是压条与管道的接触面。
③低温环境下夹管、松管速度控制:该压扁阻断作业正处于成都市最冷的时段,室外温度为0~5℃。若操作人员未按操作规程控制夹管、松管速度,也易造成压扁处PE管的损坏。
结合分析结果,对限位块的选择、夹具的清洁、夹管和松管速度的控制进一步规范,再次选择新位置进行压扁阻断作业,并对压扁处PE管进行取样检查,压扁处无明显损伤痕迹,满足要求。
参考文献:
[1]赵霞,李光辉.聚乙烯燃气管道带压不停气连接[J].煤气与热力,2010,30(8):B21-B25.
[2]中国城市燃气协会.城镇燃气设施运行、维护和抢修安全技术规程实施指南[M].北京:中国建筑工业出版社,2006:97-100.
[3]中国城市燃气协会.城镇燃气聚乙烯输配系统[M].北京:中国建筑工业出版社,2011:266-270.
本文作者:张正有
作者单位:成都城市燃气有限责任公司
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
