摘 要:随着我国城镇化的不断发展,我国市政燃气及给水市场迅速扩大。在“以塑代钢”的国际大趋势下,市政管道的 PE 管道系统得以迅猛发展,其中的 PE 管件的需求量日益增加。在各类 PE 管件中,电熔管件的技术含量最高。文章介绍了 PE(聚乙烯)电熔管件设计的特点,提出了 PE 电熔管件的设计原则及应注意的问题。
关键词:PE 电熔管件;埋地燃气管道;给水管道;固有热功量;焊接功率密度
由于电熔管件研发难度高,生产技术复杂,导致国内市场主要被几家国外公司所控制。如德国“格林韦德(GLYNWED)集团的弗亚泰克”(FRIATEC)、法国伊诺瓦斯(INN0GAS)等,随着我国技术水平的不断进步,当前数家国内公司在电熔管件的研发制造上也开始崭露头角,本文特提出电熔管件的设计思路,供读者参考。
1 PE电熔管件概述
1.1 PE管道系统的发展
PE(聚乙烯)是一个可由多种工艺方法生产的,具有多种结构和特性及多种用途的系列品种树脂,已占世界合成树脂产量的三分之一,居第一位。PE管的应用始于20世纪40年代,最初用做电话线导管和矿井无压排水(低密度PE管)。20世纪 50年代中期,PE管用于给水(高密度PE管)。20世纪60年代中期开始采用PE管输配天然气(采用中高密度PE管)。目前PE管道系统已成为在PVC-U管之后,世界上消费量第二大的塑料管道品种。广泛用于燃气输送、给水、排污、农业灌溉、油田、矿山、化工及邮电通讯等领域。
1.2 PE电熔管件的特点
在聚乙烯管道系统的销售、应用中,大约有15%~20%的销售额属于管件,聚乙烯管道系统的管件主要分为热熔管件和电熔管件两种,由于价格的原因在工程应用中热熔管件的用量比电熔管件多,但是电熔管件在工程和维修中有它重要、不可替代的作用,特别是在施工中电熔管件受外界环境和人为因素的影响较小,因此可靠性更好,更受用户欢迎。尤其在燃气管工程中正越来越多地使用电熔管件。同时由于电熔管件生产技术复杂、成本高、销售价也较高,因此电熔管件生产厂的利润率也较高,而成为投资的热点。
同时,由于电熔管件的基体为PE材料,因此,与PE管组成的PE管道系统一起解决了传统管道的两大难题:腐蚀和接头处泄漏。其优点主要体现如下:(1)耐腐蚀:使用寿命长;(2)接头处不泄漏:采用电熔管件连接,本质上保证PE管道系统的接口材质、结构与管体本身的同一性,实现了接头与管材的一体化;(3)可对地下运动和端载荷进行有效抵抗:PE管道系统采用熔接方法连接后,基于此种方法的接头耐端载荷,不会发生接头泄漏。同时,PE的应力松弛特性可有效地通过形变而消耗应力,因此,在接合处和弯曲处,多数情况下不需要进行费用昂贵的锚定。另基于其高韧性,断裂伸长率一般超过500%,PE管道系统对管基不均匀沉降的适应能力非常强。
2 PE电熔管件的应用领域及标准
2.1埋地燃气管道
我国是世界上很少几个在能源构成中以煤为主的国家,我国天然气在能源构成中比例仅占2%,而世界平均值约为23%。我国近30年的经济发展非常迅速,但仍与发达国家有较大的差距,并且空气污染非常严重。为此,必须改变能源结构,大幅度地增加天然气所占的比例。国家对于城市利用天然气,已制定了近期、中期和远期规划,最有代表性的是“西气东输”管线工程。目前,超270个城市使用天然气,气量高达400亿以上m3。发展前景十分广阔。我国能源结构的调整为PE燃气管道的快速发展带来了重大契机。在一定的压力和口径范围内,PE管是天然气输配系统的最理想用材。
2.2用于埋地燃气管道的电熔管件标准

2.3给水管
我国《城市供水行业2000年技术进步发展规划》中提出的主功方向:提高供水水质,提高供水安全可靠性,降低能耗、降低漏耗和降低药耗。
PE系统材质无毒,不腐蚀,不结垢,可以有效地提高管网水质;PE管道具有良好的耐水锤压力的能力,与管材一体化的熔接接头及PE管对地下运动和端载荷的有效抵抗能力,大大地提高了供水的安全可靠性;PE管内壁绝对粗糙度K不超过0.01mm,而新的钢管,球墨铸铁管K=0.06mm;金属管道运行20年,K值将增大5~10倍,而PE管K值基本不变,水利特性优异,能够有效地降低供水能耗;PE管具有其它材质管道没有的独特的熔融连接方式,韧性高,且试压验收标准严格,可大幅度地降低城市水管网的漏失率。因此可以认为PE管道比较理想地解决了“规划”中主攻问题,是本世纪城市给水的理想管材。
2.4用于给水管道的电熔管件标准
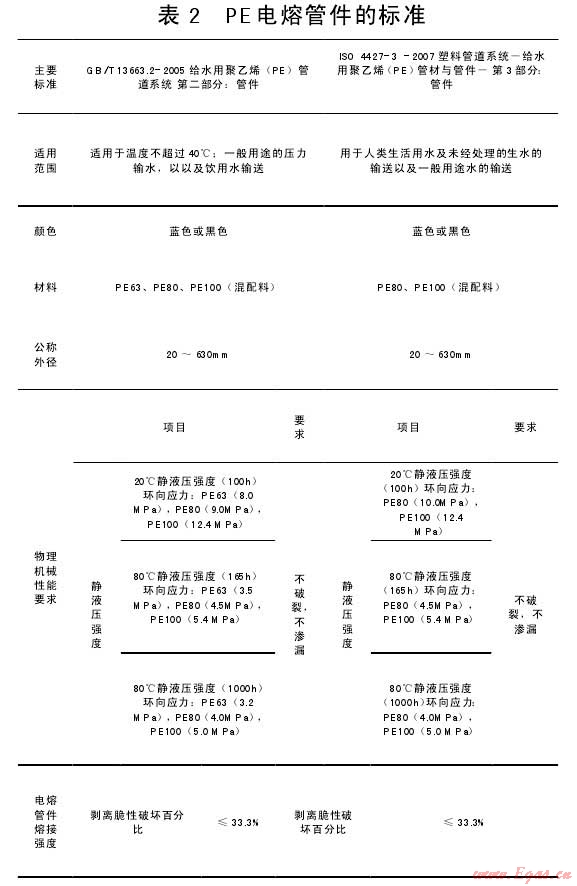
3 PE电熔管件的设计原则与思路
PE电熔管件的技术水平比普通注塑管件复杂许多。它将电热丝预埋在PE管件基体内,焊接时将电熔管件套在待接的管材、管件上,通过加电使电热丝发热,从而熔化管件的内表面和待焊管材外表面,冷却后使之融为一体。因此,在电熔管件的设计上既应考虑它的焊接强度等机械性能,也要考虑它的焊接电压,功率等电气性能。机械性能是保证电熔管件在压力管网中能够长期经受压力的技术参数,主要包括原材料性能、径厚比、熔接宽度等方面,比较容易实现。电气性能是保证焊口质量的重要因素,包括固有热功量、焊接热功量、焊接电压、焊接时间、管件电阻、功率密度、加热速度、电热丝温度系数、融区电热丝螺距、埋入深度等技术指标,合适的电气性能才能保证电熔管件在PE管路中焊接合格,保证管路的可靠运行。
3.1机械性能设计思路
3.1.1原材料的选用
聚乙烯原材料根据其分子结构及机械性能的不同,一般可分为三代:第一代,相当于现在的PE63以下等级的PE材料;第二代,相当于现在的PE80级PE材料;第三代,即性能更加优异的PE100材料。
目前,国际上不少大型石油化工企业已经大量生产PE100级材料,而且近年来又开发出了第四代PE材料PE125,但还未进入工业化生产。
第二、第三代PE材料不仅显著增加了长期强度,而且提高了耐环境应力开裂等性能。在同样使用的压力下可以减少壁厚,增加输送截面,提高输送能力。由于经济效益明显,可应用到直径较大、使用环境较差的场合(如低温地区、海底)。因此承压PE管的应用领域非常广阔。
承压塑料管道的基础树脂,如第三代聚乙烯材料PE100是特定的二元分布管道树脂,其结构特点是精细地控制了分子量分布和组成分布,高分子量级分和低分子量级分各占约一半。高分子量级分含有共聚单体,生成大量把片晶连起来的连接分子,提供了很高的长期强度和快速开裂裂纹增长阻力。分子量低的级分是均聚物,保证了树脂有高的结晶度和刚性,熔融时起到内加工助剂的作用,使PE熔体在高的剪切率时有低黏度,从而提供了好的可加工性。
3.1.2几何参数
几何参数主要指产品的外形尺寸,内径,壁厚,熔区宽度等。这些指标主要参照相应标准进行设计,因标准中对此有较详尽的规定,故很容易确定。
3.2电气性能设计思路
3.2.1固有热功量Q
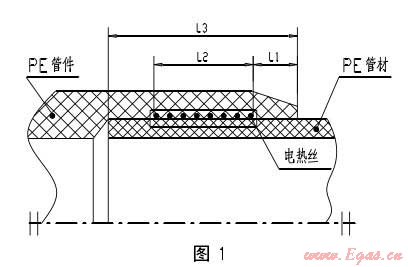
图1为管材插入电熔管件后的装配剖面图。电熔管件焊接的过程即为电热转换的过程。焊接中,电热丝所产生的热量应将红色区域中物料加热到230℃左右,此温度下PE熔融状态最佳,冷却后接头质量最好。在管件直径D、熔区宽度L2、熔区深度P确定的情况下,此管件的固有热功量为:
Q=ΠDL2PKρ (1)
其中,K为PE比热,ρ为PE密度。从(1)式中可看出,Q由管件直径D、熔区宽度L2、熔区深度P所决定,固有热功是设计管件焊接参数的基准。插入电熔管件后的装配剖面图。电熔管件焊接的过程即为电热转换的过程。
3.2.2焊接热功量 W
电熔管件的焊接能量由电热丝通电后产生。其所产生的能量与电熔管件的固有热功相等是保证电熔管件焊口质量的必要条件。电热丝所产生能量可由下式算出:
W=U2T/R=PT (2)
式中,U为焊接电压,T为焊接时间,R为管件电阻,P为焊接功率。
式(2)为一个三元函数,其中U为39.5V已为世界大多数国家所采用,其中包括我国。当根据Q=W确定下W后,如何确定R与T的值,是设计电熔管件的关键所在,需要对二者进行必要的数学优化。
3.2.3焊接功率密度 dp/ds
功率密度即为熔区内单位面积上容许施加的焊接功率。电熔管件的口径不同,焊接功率密度也不同。该值可由试验来取得。当它确定之后,就可计算出电熔管件的焊接功率:
P=(dp/ds)S (3)
式中,S为熔区面积。由P=U2/R,U=39.5V,可计算出R的值:R=U2/P。另由(2)式可得:T=Q/P或T=WR/U2,从而将焊接时间T确定。
3.2.4电热丝温度系数
目前用于制造电熔管件所用的电热丝种类很多,包括合金丝、康铜丝、黄铜丝、紫铜丝及铜包铁丝等材料。这些材料的电阻随温度升高都不断增大。我们知道:
焊接功率:
P=U2/R=U2/R0(1+λt) (4)
式中,R0为常态电阻,t为焊接过程中的温度。
由于温度系数λ的存在,随着焊接过程中温度的升高,则分母数值不断加大,造成焊接功率的不断减小,最后的结果即为焊接能量不足,导致焊口质量不好。因此,为保证焊接能量,该系数越小越好。在上述几种材料中,康铜丝的电阻温度系数最好,应为首选材料;而铜包铁丝最差,既大且不稳定,一般不予考虑使用之。
综合以上各因素,一件合格的电熔PE管件才能被设计出来。随着国内PE电熔管件产品在燃气和给水领域的广泛使用,这种产品市场的不断扩大,会有越来越多的国内厂商投入到PE电熔管件的研发生产中来。按照本文所提供的设计思路和方法,可以相信会对国内同仁有些帮助。
参考文献:
[1]Moser AP.Buried pipe design.2nd ed. New York:Mc-Graw-Hill,2001.
[2]李祖德.塑料加工技术应用手册 [M].北京:中国物资出版社,1997.
[3]北京化工大学,华南理工大学.塑料机械设计(第 2 版修订本).北京:中国轻工业出版社,1995.
[4]龚浏澄,等.塑料成型加工实用手册 [M].北京:北京科学技术出版社,1990.
[5]燃气用埋地聚乙烯(PE)管道系统第二部分:管件.
[6]ISO 8085-3-2001 Polyethylene fittings for use with poly-ethylene pipes for the supply of gaseous fuels–Metric series–Specifications–part 3:Electro fusion fittings.
[7]GB/T13663.2-2005 给水用聚乙烯(PE)管道系统第二部分:管件.
[8]ISO 4427-3-2007 Plastics piping systems — Polyethylene(PE)pipes and fittings for water supply — Part 3:Fittings.
[9]上海乔治费歇尔亚大塑料管件制品有限公司技术资料.
[10] Georg Fisher 公司技术资料.
(本文作者:娄玉川 上海乔治费歇尔亚大塑料管件制品有限公司 上海 201805)
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
