摘要:对铜塑转换接头焊接过程中的热量传递进行了分析和估算,提出了选择降温位置的建议。
关键词:钢塑转换接头;电弧焊;热传递;降温
1 问题提出
近几年,PE管作为一种新型城镇燃气管材在一些地区得到了大量应用,PE管在与钢管接驳时需使用钢塑转换接头[1]。在钢管端焊接过程中会产生大量的热量,当热量传递至钢塑边界时,由于塑料热阻较大,使热传递过程减缓,导致钢塑接头部位温度迅速上升,需要采取降温措施以保护与钢管连接的PE管部分。在实际操作中由于不清楚钢管一端的温度分布情况,在选择降温位置时有一定的肓目性,降温位置距离焊缝太近会影响焊缝质量,太远则影响降温效果,通常凭经验来选择。如果能对钢管部分的温度分布情况进行分析并根据分析结果选择合适的降温位置,可在一定程度上改善降温效果.
2 钢塑转换焊接过程中焊口处温度确定
2.1 焊接电弧的组成及各部分的性质
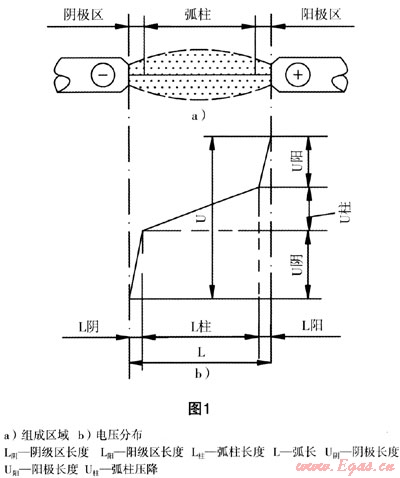
焊接电弧在其轴线方向由阴极区、阳极区和弧柱3部分所组成,见图1。
2.2 接触短路引弧法引燃焊接电弧的过程
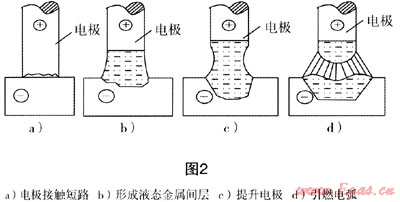
引弧时,首先接通焊接电源,再将焊条或焊丝与焊件接触短路,这时在接触点上由于通过较大的短路电流而产生高温,电极金属和接触焊件的表面立刻熔化,形成液态金属间层,充满在电极和焊件之间。当将焊条或焊丝提起时,液态金属间层的横截面减小,电流密度增加,温度升高,当液态金属间层被拉断瞬时,间层的温度达到沸点,产生大量金属蒸气,在电场的作用下,气体被电离,产生焊接电弧。引弧过程见图2。
2.3 焊口温度确定
焊接电弧中3个区段的温度分布极不均匀:一般情况下,阳极斑点的温度高于阴极斑点的温度,但都低于该种材料的沸点。不同电极材料阴极斑点和阳极斑点的温度,见表1。
表1 阴极斑点和阳极斑点的温度(K)
|
电极材料
|
C
|
W
|
Fe
|
Ni
|
Cu
|
Al
|
|
阴极斑点
|
3500
|
3000
|
2400
|
2400
|
2200
|
3400
|
|
阳极斑点
|
4200
|
4200
|
2600
|
2400
|
2400
|
3400
|
|
熔点
|
/
|
3683
|
1812
|
1728
|
1356
|
933
|
|
沸点
|
/
|
6203
|
3013
|
3003
|
2868
|
2333
|
在手工电弧焊焊接过程中随着输入电流的改变,导入焊接端的热量会有一定变化,阴极端的温度也会有相应改变。现假定从焊接开始直至结束,输入焊接端的热量是恒定的。这些热量在阴极斑点产生某一高温(在表1数据中,当电极材料为铜时,焊接件处阴极斑点的温度为2200K),焊缝熔合区的温度基本维持在1500%左右[2]。焊接结束,在冷却过程结束之前,焊缝热影响区的最低温度一般以不低于500℃为宜。
3 钢管焊接过程降温点选择
3.1 模型建立
(1) 由于钢塑转换钢管部分壁厚远小于钢管的长度,且钢管导热系数数值较大,因此可近似认为钢管内部沿垂直于管道厚度方向即管道径向Y的温度变化很小,钢管部分温度分布仅仅沿钢管轴向Z发生明显的变化;现将钢管部分沿轴向垂直剖开,将剖开的钢管看作等截面直肋[3],于是该问题转化为对等截面直肋一维稳态温度场的求解。
(2) 假设空气温度为25℃。
3.2 分析求解过程
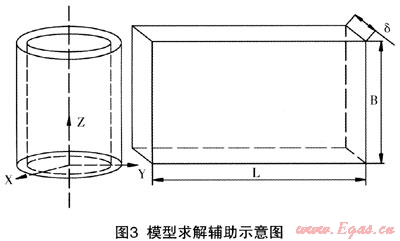
将问题简化为等截面直肋导热问题后,为便于求解,首先需确定直肋的高度、宽度、厚度、周边长度及横截面积。将钢管沿着轴向垂直剖开后,变成以管周长(L)为宽,以管长(B)为高度,以管道壁厚(δ)为长度的直肋模型,如图3所示。
计算步骤如下:
(1) U=2(L+δ)
式中U——肋片的周边长度,m
T——肋片的宽度,m,(在本问题中取圆管周长值)
δ——肋片的厚度,m
(2) AL=L×δ 式中AL——肋片的横截面积,m2
(3) θ0=t0-tf
式中t0——肋基处温度,℃
tf——周围介质的温度,本文中取常温下空气温度,25℃

式中h——肋片与周同介质(空气)的表面传热系数,W/(m2·K)
λ——肋片的导热系数,W/(m·K)
(5) 等截面直肋肋端处过余温度
式中θB——肋端处过余温度,℃
θ0——肋基处过余温度,℃。例如,当电极材料为铜时,将焊缝熔合区的温度(1500℃)作为基准温度,则肋基处的过余温度取值1475℃;
B——肋片的高度,m,即钢管的长度
3.3 以直径ф315钢塑转换为例求解肋端处过余温度
结合表2及图4中的数据,按照2.1求解过程最终得到小315钢塑转换钢塑交接处的温度为238℃。
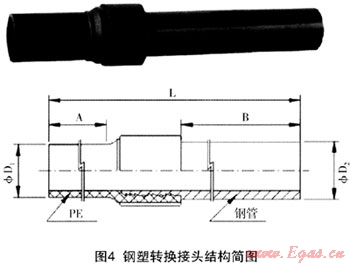
表2 常用钢塑转换规格及主要参数(mm)
|
规格
|
PE
|
钢管部分
|
L
|
PE部分
|
钢管部分
|
|
|
D1
|
D2
|
壁厚δ
|
A
|
B
|
||
|
200钢塑转换
|
200
|
219
|
7
|
650
|
160
|
390
|
|
250钢塑转换
|
250
|
273
|
7
|
670
|
195
|
370
|
|
315钢塑转换
|
315
|
325
|
8
|
680
|
200
|
330
|
|
400钢塑转换
|
400
|
426
|
10
|
/
|
280
|
330
|
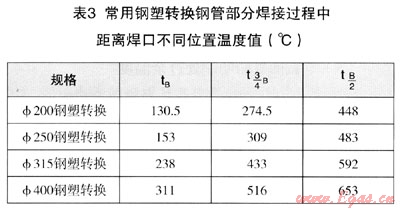
继续计算,可得到ф315钢塑转换在钢管的3B/4、B/2处的温度,依次为:433℃、740℃。依次类推,可分别得到ф200、ф250、ф400钢塑转换在B、3B/4、B/2处的温度值,见表3。
3.4 降温位置选择
美国塑料管协会(PPI plastics pipe institute)编制的TN-13/2001《general guidelines for butt,saddle,and socket fusion of unlike polyethylene pipes and fittings》中提出,PE管热熔焊接时,具有不同熔体流动速率的材料所设定的焊接温度不同。聚乙烯熔体流动速率在1~4级时,焊接温度一般采用171℃~232℃;熔体流动速率为5级及4级中的一部分材料,焊接温度可以采用232℃~260℃[4]。总体上,热熔焊接的焊接温度低于260℃。
根据表3中数据,直径小于ф315的钢塑转换其钢管在焊接过程中钢塑交接处的温度略低于PE管的热熔焊接温度,低于低碳钢再结晶区峰值边界温度——500℃[5],在此位置采取降温措施对焊口及热影响区的影响程度较低。但对于直径大于ф400(含)的钢塑转换,南于在钢管部分距离焊口B及3B/4处的温度均较高,为保护PE管,需要在钢管部分远离焊口的位置采取降温措施,根据计算结果,为了不影响焊口质量,可将降温位置前移,选在3/4处附近。
4 结论
(1) 将燃气用钢塑转换钢管部分焊接时的热传递过程视为等截面直肋的导热问题可简化计算过程。
(2) 将计算结果与实际情况比较后可以发现,直径小于(含)ф315的钢塑转换适用该种算法,直径大于ф315的钢塑转换,经计算得到的温度昆然已超过PE管的软化温度,已与实际情况不符,湿然该种算法不适合,需寻找其他算法。
(3) 在选择降温位置时,需要综合考虑PE管部分能承受的最高温度和钢管部分焊口质量不受影响的最低冷却温度,初步确定几个降温位置,并从中选择最佳降温位置。
参考文献:
1 CJJ63—2008,聚乙烯燃气管道工程技术规程[S]
2 李铭堂.手工电弧焊[M].浙江:科学技术出版社,1981
3 章熙民、任泽霈、梅飞鸣.《传热学》(第四版)[M].北京:中国建筑工业出版社
4 PE管热熔焊接兼容分析[J]
(本文作者:王坤 深圳市燃气集团股份有限公司 518172)
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
- 注解:本资料由会员及群友提供仅供阅读交流学习,不得用于商业用途!
