摘要:介绍了已运行燃气管道与新建聚乙烯燃气管道的连接技术。工程实践表明,实施带压不停气连接作业技术可行,效果良好。
关键词:聚乙烯燃气管道;带压不停气作业;管道施工
Hot Tapping of PE Gas Pipeline
ZHAO Xia,LI Guang-hui
Abstract:The connection technologies of already operated gas pipeline with new-built PE gas pipeline are introduced. The engineering practice shows that the implementation of hot tapping operation is feasible in technology and excellent in efficiency.
Key words:PE gas pipeline;hot tapping operation;pipeline construction
1 概述
聚乙烯燃气管道以其耐腐蚀、寿命长、重量轻、易弯曲、运输及安装费用低等特点,在新建中、低压燃气管道中被大量推广应用[1~6]。然而该种材质管道在实际使用中存在的最大问题就是已运行管道与新建管道连接的技术问题。根据CJJ 63—2008《聚乙烯燃气管道工程技术规程》要求,聚乙烯燃气管道连接应采用电熔连接(电熔承接连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍连接),不得采用螺纹连接和粘接。聚乙烯管道与金属管道连接必须采用钢塑过渡接头连接。钢塑过渡接头的钢管端与钢管连接一般采用焊接、法兰连接等。目前在两条新建燃气PE管道的连接作业方面已有成熟和规范的操作方法[7~9],然而在已运行燃气管道与新建燃气管的连接作业中,特别是在已运行管道无法停气降压的情况下,实施管道连接作业,存在着局限性和操作不便等问题[10~14]。对此,我们对新建燃气管道与已运行燃气管道多种连接方法进行对比分析,并从降低气量损失、方便管道连接作业、最大限度地减少对用户的供气影响等角度,研究聚乙烯管道带压不停气连接技术。
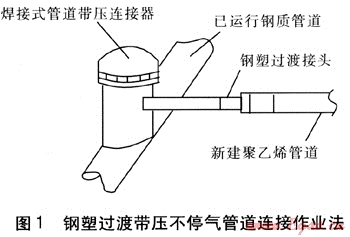
2 钢塑过渡带压不停气管道连接作业法
钢塑过渡带压不停气管道连接作业法见图1。本作业方法适用于各种规格已运行钢质燃气管道与新建聚乙烯燃气管道的连接。将焊接式管道带压连接器与已运行钢质燃气管道焊接牢固、连接器出气端与钢塑过渡接头连接。待管道连接完成后,通过专用电动开孔机可实现新建聚乙烯管道带压不停气作业。该管道连接作业方法选用目前技术成熟、已被广泛应用的钢质管道带压不停气管道连接法,其优点在于不影响燃气管道的正常运行,不影响任何用户的正常用气。
新管道试压合格、经公司批准后实施不停气开孔作业,具体操作步骤如下:
(1) 认真阅读PE管道连接件出厂说明书及技术要求。
(2) 将需要电熔套管连接的部位清理干净,用专用电动铣刀刮去表层的污损面。
(3) 将钢塑过渡接头的聚乙烯管端插入电熔套管一半处停止;电熔套管另一端套在新建聚乙烯燃气管道上,插至电熔套管的另一半位置。
(4) 连接电熔机(需要220V电源),将电熔机上的两根导线插在电熔套管上的两个插座内(没有反正之分),再按照实际管径来设定电熔加热时间,电熔加热时间按管径有具体的规定,到规定时间后电熔机自动关机。在电熔套管上有两个观察点,在电熔自动完成后,电熔套管上的观察点会自动隆起,证明此次电熔结束并且合格。
(5) 按管径的大小有回凉时间的技术要求。在回凉过程中不允许移动和碰撞电熔施工操作部位。
(6) 将钢塑过渡接头的金属端焊接在管道带压连接器的出气口端(成品件上有标志),此焊口要经无损检测合格。
(7) 将管道带压连接器的进气口(成品件上有标志)以鞍形焊接方式焊接在原有的带气管道上,并对此焊口进行磁粉或着色无损检测,合格后才可视为此工艺完成。
(8) 进行此施工段试压,试压介质为压缩空气,合格后放掉压缩空气。
(9) 卸下管道带压连接器的顶部封盖,将专用铣具从封盖口处放入,连接220V电源,打开电源后,铣具工作。铣具工作过程在人工的监视下自动完成。
(10) 当铣具自动停止后,切断电源并移至远处。拔出铣具后管道带压连接器会自动将出气口封闭,以防止燃气泄出。
(11)将管道带压连接器的封盖按照原位置装好。
(12)进行管道置换。将新建管道末端的放散口打开放气,取样检测合格后关闭放散阀门。
(13)回到管道带压连接器处,用仪器检测封盖否连接紧密。
(14)进行作业坑的回填、夯实,在距地面50cm处敷设警示标志带后,进行完全回填、夯实并对施工现场进行卫生清理。
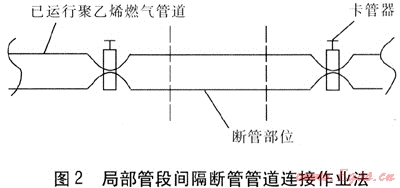
3 局部管段间隔断管管道连接作业法
局部管段间隔断管管道连接作业法见图2。本作业适用于已运行聚乙烯燃气管道与新建燃气PE管道的连接。在聚乙烯管道需连接部位左右适当位置分别采用卡管器将已运行管道卡紧,选用隔爆手枪电钻在需断管部位打孔卸压、断管。将电熔套管安装在断管两端口并与新建聚乙烯管进行电熔焊接,待焊接完成后松开卡管器,管道连接作业完成。此作业方法优点主要是操作方便,但存在的问题主要有:
(1) 已运行管道卡管器下游需停止用户用气,且确保在连接作业过程中管道为正压。
(2) 土方开挖面积大,增加工程费用。
(3) 管道变形大,影响回填土施工进度(当管道连接作业完成后,只有当管道被卡部位弹性变形完全恢复后,方可回填土,以保证管道流通面积)。
该作业的具体操作步骤如下:
(1) 认真阅读PE管道连接件出厂说明书及技术要求。
(2) 将需要电熔套管连接的部位清理干净,用专用电动铣刀刮去表层的污损面。
(3) 将电熔套管套入管端标志位置。
(4) 连接电熔机(需要220V电源),进行电熔连接。
(5) 按管径的大小有回凉时间的技术要求。在回凉过程程中不允许移动和碰撞电熔施工操作部位。
(6) 在回凉充分后将卡管器打开,恢复通气,进行检漏,检漏合格后覆土回填。
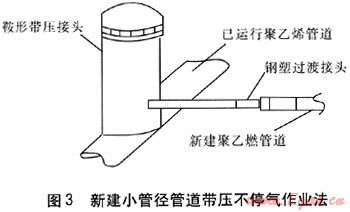
4 新建小管径管道带压不停气作业法
新建小管径管道带压不停气作业法见图3。本作业方法适用于公称直径≤50m的新建燃气管道与已运行聚乙烯燃气管道的连接。将鞍形带压接头与已运行聚乙烯管道焊接,接头另一端与新建管道连接完成后,手动扳动鞍形带压接头开孔器,即完成管道通气作业。本作业方法的优点是:土方开挖面积小,不影响已运行燃气管道的正常供气,管道连接作业便捷,无气量损失。
但由于受鞍形带压接头型号限制,新建燃气管道最大规格不得大于DN 50mm。
该作业的具体操作步骤如下:
(1) 认真阅读PE管道连接件出厂说明书及技术要求。
(2) 将需要电熔套管连接的部位清理干净,用专用电动铣刀刮去表层的污损面。
(3) 将钢塑过渡接头的聚乙烯管一端插入电熔套管一半处停止,新建聚乙烯燃气管道插至电熔套管的另一半位置。
(4) 连接电熔机(需要220V电源),进行电熔连接。
(5) 按管径的大小有回凉时间的技术要求。在回凉过程中不允许移动和碰撞电熔施工操作部位。
(6) 将钢塑过渡接头的金属端焊接在管道带压连接器的出气口端(成品件上有标志),此焊口要经过无损检测合格。
(7) 鞍形带压接头与已运行的PE管连接,步骤如下:
a. 把需要连接的部位清理干净。
b. 把鞍形带压接头(成品件)的鞍座与PE管开孔点之间放置好橡胶垫。
c. 将鞍形带压接头垂直放置于清理干净的PE管开孔处。
d. 把与鞍形带压接头配套的U形紧固套(原厂配置)从原PE管开孔点下方套上(鞍座和U形紧固套图3中未画出)。
e. 将U形紧固套与鞍座的螺栓孔对正后,进行螺栓紧固。紧固螺栓时,对角线上螺栓的紧固用力要均匀,以保证鞍形带压接头全方位与原PE管相贴合,确保组件的气密性。
(8) 进行此施工段试压,试压介质为压缩空气,合格后放掉压缩空气。
(9) 卸下鞍形带压接头的顶部封盖,将专用铣具从卸下封盖口处放入,连接220V电源,打开电源后,铣具工作。铣具工作过程在人工的监视下自动完成。
(10) 当铣具自动停止后,切断电源并移至远处。拔出铣具后鞍形带压接头会自动将出气口封闭,以防止燃气泄出。
(11) 将鞍形带压接头的封盖按照原位置装紧。
(12) 进行管道置换。将新建管道末端的放散口打开放气,取样检验合格后关闭放散阀门。
(13) 回到鞍形带压接头处,用仪器检测封盖是否连接紧密。
(14) 通气后用测试仪器检测合格后,进行防腐、回填、夯实,在距地面50(3m处敷设警示标志带后,进行完全回填、夯实并对施工现场进行卫生清理。
5 技术改进
上述3种作业方法技术成熟、操作简单、安全有效,但不能直接用于已运行管道与新建DN 50mm以上管道的连接作业。为了最大限度地扩大带压不停气管道连接作业的适用范围,我们分别在天津市津南开发区(东区)及西青区杨柳青镇两个区域的燃气管道连接作业方面进行技术改进。
(1) 干管建设从规划抓起,努力减少或杜绝DE180以上新建PE管道的停气、降压管道连接作业。
在津南开发区(东区)二、三期规划设计初期及时与园区规划部门紧密结合,每条规划道路、每块发展用地逐个分析,认真做好聚乙烯燃气管网预测,在规划支线处提前设置预留阀,待新建管道需连接时采用预留阀后管道连接作业。此方案虽然增加了一次性基建投资费用,增加了工程前期工作量,但是为后期支线管道建设以及管道连接作业提供了方便。目前津南开发区(东区)聚乙烯燃气管道DE180以上支线由于预留阀到位,多次新建管道与已运行聚
乙烯管道的连接实现了带压不停气、预留阀后管道连接作业。
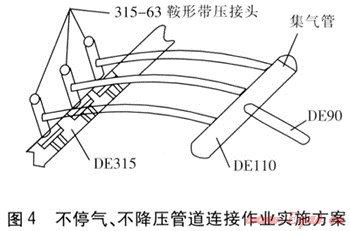
(2) 采用并联鞍形带压接头集气管式连接法实现DN 50mm以上新建管道带压不停气管道连接作业。
虽然目前鞍形带压接头只适于规格小于或等于DN 50mm新建管道,但是我们采用并联鞍形带压接头法,可以满足稍大管径新建管道的流通面积。经计算,并联鞍形带压接头的流通面积见表1。
表1 并联鞍型带压接头的流通面积
|
新建PE管道规格
|
新建PE管道流通面积/cm2
|
所需并联鞍形带压接头数量/个
|
并联鞍形带压接头流通面积/cm2
|
|
DE65
|
33.16
|
2
|
39.26
|
|
DE90
|
50.24
|
3
|
58.89
|
|
DE110
|
78.50
|
4
|
78.52
|
我们在津南开发区(东区)建龙分子筛天然气工程中进行该方法的实施作业。该工程新建DE90燃气管道与已运行DE315燃气管道连接,由于园区内无法实施停气降压作业,经研究采用了鞍形带压接头并联方案。不停气、不降压管道连接作业实施方案见图4。管道连接作业完成后,经对用户实际用气设备燃气流量、压力检测,完全符合设计要求。此管道连接作业方法现已在我公司推广使用,大大减少了气量损失,加快了管道连接作业进度。但也存在不足之处,如DN 150mm以上管道若实施此方案,所需鞍形带压接头数量过多,与集气管连接受环境限制较大,因此在大管径应用上具有局限性。
(3) 采用导流管连接法实现大管径聚乙烯管道带压不停气连接作业。
对于DE125以上新建聚乙烯管道与已运行聚乙烯管道的连接,我们采用导流法确保在作业期间下游用户的正常供气,见图5。
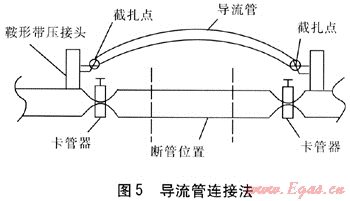
在采用局部管段间隔断管管道连接作业前,在卡管器前、后分别焊接鞍形带压接头,在带压不停气的条件下使导流管正常运行。导流管流通面积及前后鞍型带压接头数量根据下游用户实际用气量确定,连接方式同并联鞍形带气接头作业法。待导流管运行正常后,按局部管段间隔断管管道连接作业法实现新建聚乙烯管道与已运行聚乙烯管道连接。管道连接完成后,采用卡管器在截扎点位置将导流管断开并用对焊堵头封严,此作业法完成。我们于2007年8月在西青区杨柳青镇明月华苑红线外天然气工程中实施此作业法,取得了良好的效果。
该作业方法优点:可实现大管径新建聚乙烯管道与已运行聚乙烯管道的连接。不足之处:已运行的管道永久遗留两个鞍形带压接头,需在今后运行管理中加强巡视检查。
6 结语
随着聚乙烯燃气管道的推广应用,对实施带压不停气聚乙烯管道连接技术的研究很有必要。全面推行新建燃气管道实施带压不停气管道连接作业,不仅使燃气管网实现安全运行和稳定供气,为用户的正常用气提供保证,还可以大量减少新建管道停气作业时的气量损失,为企业创造经济效益。
参考文献:
[1] 袁银海.浅谈PE管在人工煤气输配系统中的应用[J].煤气与热力,1993,13(6):28-29.
[2] 张坤,吕淑华.PE管在城市燃气管网改造的应用[J].煤气与热力,2005,25(7):56-58.
[3] 吴祚平,谭邦才,陈树帮.PE燃气管道突发泄漏的抢修及应对措施[J].煤气与热力,2007,27(4):10-12
(本文作者:赵霞 李光辉 天津市燃气集团第三销售分公司 天津 300112)
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助
- 注解:本资料由会员及群友提供仅供阅读交流学习,不得用于商业用途!
