附录 F
(规范性附录)
传输修正
除非设定检测灵敏度时所用试块的声学性能能代表被检工件,否则在设定检测灵敏度或评定不连续性回波波高时,都应考虑传输修正。
传输修正DV1由2个参数组成:
1)检测表面的耦合损耗,与声程无关;
2)材质衰减,与声程有关;
两种方法的名称描述:一种叫固定声程法,即补偿量由耦合损耗和仅在最大声程处材质衰减组成。另一种叫比较法,即补偿量由这2个参数共同组成。
F.1 固定声程法
这种方法仅用于声能衰减小于耦合损耗,或反射体的回波靠近工件底部时的情况。使用直探头时,分别将参考试块和工件的第一次底面回波,调整至示波屏的同一高度,并记下相应的dB值(用Vt,t和Vt,r表示)。使用斜探头时,用2个相同的探头,一发一收,同时作V型放置来得到相应的回波。若两个底面回波的声程不同,2回波之间的声程差(DVs)可通过DGS曲线来得到,传输修正(DVt)可根据下式计算:
DVt=Vt,t-Vt,r-DVs
F.2 比较法
F.2.1直探头
将探头置于参考试块上,分别将第一次和第二次底波调整至示波屏的同一高度,并记下相应的增益值(VA1,VA2见图F.1)。依据增益值与声程距离的关系绘制出图G.1中的线2。然后将探头重新置于工件上,重复上述步骤得到(VB1,VB2和图F.1中的线1)。对应适当的声程(su),通过两线得出增益差值,即传输修正(DVt),见图F.1。
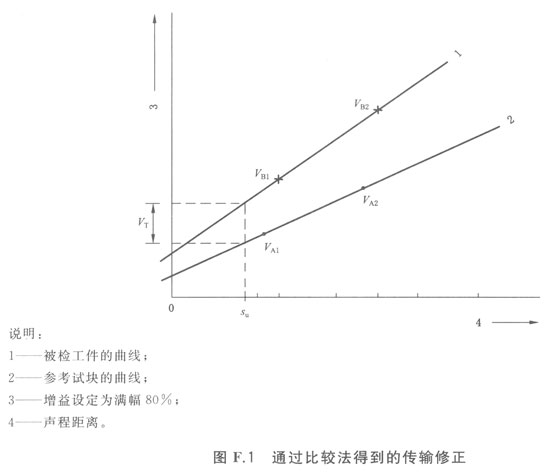
注:通过VB1和VB2所画的斜线不能给出工件的真实衰减情况,因为其中没有考虑声束扩散和检测面上多次反射对探头声能的影响。
F.2.2斜探头
除了要用2个相同斜探头且为一发一收外,斜探头测试方法在原理上与直探头相似。测试所用探头频率应与检测工件所用探头频率相同。将探头置于DAC参考试块上,首先作V型放置,接着作W型放置,调节增益使所得的回波显示在示波屏的同一高度,并记下相应的增益值(用VA1和VA2表示)。然后将探头置于工件上,重复上述步骤得到(VB1和VB2)。依据增益值与声程距离的关系绘制出线。对应适当的声程,通过两线得出增益差值,即传输修正(DVt)。
F.3 传输修正对局部变化进行补偿
如果有理由怀疑在被检区域上存在局部变化需进行传输修正时,传输修正应选在一些具有代表性的位置进行测定。如果传输修正的变化量值在±6dB之内,应将所有测试所得的值进行平均,均值为DVt。如果变化量值超过6dB时,应使用下面(a)或(b)的方法:
a)所有超过DVt以上的测试值与DVt的差值相加,得出均值DV~。修正后的传输修正(DVt+DV~)将被用于整个区域的检查。
b)检测部位分区,使得每个区域的传输修正的变化量值就不超过6dB。将DVt值分开应用于各自区域。
对于斜探头测试时,应将串列式所得的信号来代替底面回波。
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助